
Acasă / Ştiri / Știri din industrie / Proiecte de turnare a aluminiului: procese, aliaje și ghid de proiectare
Ghid de turnare a aluminiului
Ce sunt Turnare de aluminiu Proiecte – și de ce domină producția modernă
Proiectele de turnare a aluminiului acoperă orice, de la mici turnări în curte pentru amatori până la producții industriale de mare volum pentru sectoarele aerospațiale și auto. Răspunsul scurt: turnarea aluminiului este una dintre cele mai versatile, rentabile și scalabile metode de prelucrare a metalelor disponibile astăzi, iar gama de proiecte viabile - de la sculpturi ornamentale de grădină la blocuri structurale de motoare - este cu adevărat enormă. Dacă evaluați dacă o abordare de turnare a aluminiului se potrivește aplicației dvs., răspunsul este aproape întotdeauna da, cu condiția să alegeți procesul de turnare potrivit pentru geometria dvs., cerințele de toleranță și volumul de producție.
Densitatea aluminiului este de aproximativ 2,7 g/cm³ , mai puțin de o treime față de oțel, totuși aliajele moderne de aluminiu ating rezistențe la tracțiune de peste 500 MPa. Raportul rezistență-greutate este ceea ce a împins turnarea aluminiului în atât de multe sectoare solicitante. Piața globală a turnării de aluminiu a fost evaluată la aproximativ 67,5 miliarde USD în 2023 și se estimează că va depăși 95 de miliarde USD până în 2030, potrivit datelor publicate de Grand View Research - o rată de creștere anuală compusă, determinată în mare parte de adoptarea vehiculelor electrice (EV) și de mandatele de ușurare în industriile de transport.
Acest articol acoperă întregul peisaj: principalele procese de turnare, cele mai bune aliaje de aluminiu pentru anumite tipuri de proiecte, reguli de proiectare care previn defectele, exemple de proiecte din lumea reală cu date de producție, tehnici de finisare și o privire sinceră asupra așteptărilor privind costurile și timpul de livrare. Indiferent dacă sunteți un producător care plănuiește o primă turnare cu nisip sau un inginer de produs care evaluează unelte de turnare sub presiune, informațiile de mai jos sunt organizate pentru a fi imediat utile.
Cele cinci procese de turnare a aluminiului – comparate unul lângă altul
Alegerea procesului potrivit este cea mai importantă decizie în orice proiect de turnare a aluminiului. Fiecare metodă oferă un echilibru diferit între costul sculelor, finisarea suprafeței, toleranța dimensională, grosimea minimă a peretelui și cantitatea de comandă economică. Tabelul de mai jos prezintă compromisurile practice.
| Proces | Costul sculelor | Finisarea suprafeței (Ra) | Toleranță (tipic) | Cel mai bun interval de volum | Min. Grosimea peretelui |
|---|---|---|---|---|---|
| Turnare cu nisip | Scăzut (500 USD – 5.000 USD) | 12-25 µm | ±0,5–1,5 mm | 1–5.000 buc | 3–5 mm |
| Mucegai permanent (motriță gravitațională) | Medie (5.000 USD – 30.000 USD) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 buc | 2–3 mm |
| Turnare sub presiune la înaltă presiune (HPDC) | Mare (20.000 USD – 200.000 USD) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 buc | 0,8–1,5 mm |
| Turnare cu investiții (ceară pierdută) | Mediu-Ridicat (3.000 USD – 50.000 USD) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 buc | 1–2 mm |
| Turnare cu spumă pierdută | Scăzut-Mediu (1.000 USD – 15.000 USD) | 5-10 µm | ±0,3–0,8 mm | 500–30.000 buc | 2–4 mm |
Turnarea cu nisip: punctul de intrare pentru proiectele personalizate din aluminiu
Turnarea cu nisip rămâne cea mai accesibilă metodă de turnare a aluminiului pentru lucrări personalizate, de volum redus sau prototip. Nisipul verde (un amestec de nisip de siliciu, argilă bentonită și umiditate) este împachetat în jurul unui model din lemn sau uretan, modelul este îndepărtat și aluminiul topit - de obicei la 660-720 ° C - este turnat în cavitate. Timpii ciclului sunt lenți în comparație cu turnarea sub presiune, dar în esență nu există o limită superioară de dimensiune. Fabrica de turnare GM din Defiance, Ohio, toarnă blocuri de motor din aluminiu turnat cu nisip care cântăresc peste 40 kg fiecare folosind linii automate de turnare cu plăci de chibrit – demonstrând că turnarea cu nisip este mai mult decât utilizarea hobby-ului atunci când este utilată corespunzător.
Pentru proiectele de turnătorie în curte, nisipul verde este ieftin de amestecat și reutilizat. O configurație de bază din două părți poate produce rezultate excelente cu aliaje precum A356 sau 319. Variabila critică este conținutul de umiditate: prea umed produce porozitatea aburului; se prăbușește prea uscat. Ținta este aproximativ 2-4% umiditate din greutate , ușor de verificat cu un test de ciupire.
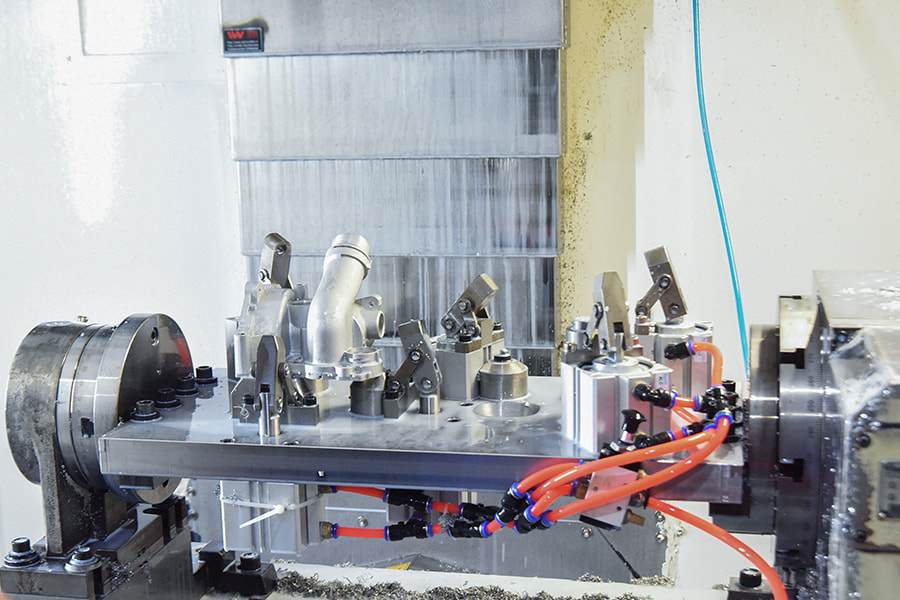
Turnare sub presiune la înaltă presiune: volum, precizie și pereți subțiri
HPDC injectează aluminiu topit într-o matriță de oțel întărit la presiuni de 10–175 MPa , umplând cavitatea în milisecunde. Procesul este excepțional de rapid - timpii de ciclu de 30-120 de secunde sunt obișnuiți pentru piesele de complexitate medie - și produce piese de formă aproape netă, cu grosimi de perete de până la 0,8 mm în modelele optimizate. Sectorul auto este utilizatorul dominant. Potrivit Asociației Aluminiului, aproximativ 75% din toate piesele turnate din aluminiu pentru automobile sunt produse prin HPDC, inclusiv carteruri ale motorului, carcase de transmisie și, din ce în ce mai mult, componente structurale mari produse de mașini de turnare mega (presa giga) cu forțe de strângere de până la 9.000 de tone, o tehnologie inițiată de Tesla și adoptată acum de Toyota, Volvo și alții.
Principalul compromis al HPDC este porozitatea: captarea aerului în timpul umplerii rapide creează goluri microscopice care pot compromite integritatea structurală și pot preveni tratamentul termic. Turnarea sub presiune asistată de vid (VADC) reduce acest lucru în mod semnificativ, permițând tratamentul termic T6 și împingând rezistența la tracțiune peste 300 MPa chiar și cu aliaje secundare de siliciu.
Aliaje de turnare a aluminiului — Materialul care se potrivește cu cerințele proiectului
Nu toate aliajele de aluminiu se toarnă sau funcționează în același mod. Aliajele de aluminiu de turnare sunt desemnate printr-un sistem din patru cifre (de exemplu, A380, A356, 319) care indică elementele lor de aliere primară și compoziția. Alegerea aliajului afectează fluiditatea, rezistența la rupere la cald, rezistența mecanică, rezistența la coroziune și prelucrabilitatea - toate acestea variază semnificativ între familiile de aliaje.
A380
A380 — Calul de lucru HPDC universal
A380 (Al-Si8.5Cu3.5) reprezintă peste 85% din toate piesele turnate sub presiune din aluminiu în America de Nord, conform Asociației Aluminiului. Conținutul său ridicat de siliciu (7,5–9,5%) oferă o fluiditate excelentă și o contracție minimă, în timp ce adaosurile de cupru împing rezistența la tracțiune la 317 MPa ca turnat. Nu este potrivit pentru anodizare (conținutul de cupru provoacă pete), dar ia un strat de pulbere și vopsea excepțional de bine. Folosit pentru carcase electronice, suporturi auto, carcase de scule electrice și colectoare pneumatice.
A356
A356 — Aliajul structural și de aspect
A356 (Al-Si7Mg0.3) este alegerea standard pentru proiectele cu nisip și matrițe permanente în care este planificat tratamentul termic T6. După tratarea cu soluție la 538°C și îmbătrânirea artificială la 154°C, A356-T6 oferă rezistență la tracțiune de 262 MPa și limită de curgere de 186 MPa — substanțial mai bune decât valorile as-cast. Conținutul scăzut de cupru înseamnă că anodizează curat, făcându-l popular pentru piese turnate arhitecturale, corpuri de iluminat, roți aftermarket și carcase aerospațiale. Sudabilitatea excelentă a aliajului este un avantaj secundar pentru lucrări de reparații sau fabricare.
319
319 — Inginerie auto și generală
319 (Al-Si6Cu3.5) este alegerea tradițională pentru componentele motoarelor turnate în nisip - chiulasele, galeriile de admisie și carcasele transmisiei. Conținutul său de cupru oferă o rezistență bună la temperaturi ridicate, ceea ce contează atunci când mediul de operare depășește 150°C. Ford, GM și Chrysler au folosit aliaje din familia 319 de zeci de ani în capete de motor cu tije de împingere și OHC. Mașinile de aliaje sunt curate și acceptă anodizarea dură destul de bine dacă conținutul de cupru este controlat la capătul inferior al specificației.
535
535 (Almag 35) — Proiecte marine și rezistente la coroziune
Pentru proiectele expuse la medii cu apă sărată sau cu umiditate ridicată — feronerie marine, elemente arhitecturale de coastă, echipamente de procesare chimică — 535 (Al-Mg6.8) oferă rezistență la coroziune excepțională, sudabilitate bună și un finisaj natural strălucitor după anodizare. Conținutul său mai scăzut de siliciu îl face mai dificil de turnat (susceptibilitate mai mare la rupere la cald) și necesită un design atent și temperaturi de turnare controlate. Rezistența la tracțiune ca turnare este de aproximativ 240 MPa , comparabil cu A356-T6 fără a fi nevoie de tratament termic.
Exemple de proiecte de turnare a aluminiului din lumea reală în diverse industrii
Amploarea proiectelor de turnare a aluminiului în producție activă este mai largă decât își dau seama majoritatea oamenilor. Exemplele de mai jos acoperă contexte pentru hobbyist, industrial, arhitectural și produse de consum, fiecare cu date relevante despre proces și aliaje.
01
Turnătorie din curte: Apărător și suport pentru cuțit din aluminiu turnat în nisip
Un proiect popular de turnare de aluminiu la nivel de intrare în comunitatea producătorilor implică apărătoare pentru cuțite de turnare în nisip, apărătoare pentru degete și suporturi pentru lame personalizate. Piesele sunt mici (de obicei sub 50 g), simple din punct de vedere geometric și tolerează rugozitatea suprafeței tipice turnării cu nisip verde. A356 sau pistoanele vechi (adesea aliaj 4032) funcționează bine. Temperatura de topire trebuie menținută la 700–730°C pentru a asigura umplerea completă fără absorbție excesivă de gaz. Finisarea cu hârtie abrazivă umedă și uscată cu granulație de 120 până la 600, urmată de șlefuire, obține un aspect aproape de oglindă, fără tratament termic după turnare.
02
Turnare arhitecturală din aluminiu: capace de coloane, balustrade și panouri ornamentale
Proiectele arhitecturale de turnare a aluminiului au o istorie lungă - capacul de aluminiu de pe Monumentul Washington, instalat în 1884, rămâne una dintre cele mai vechi utilizări înregistrate ale turnării de precizie a aluminiului. Proiectele arhitecturale moderne folosesc turnare permanentă sau turnare în nisip cu aliaje A356 sau 535. Aplicațiile tipice includ balustrade ornamentale pentru scări, capiteluri decorative pentru coloane, panouri de fațadă a clădirii și feronerie personalizată pentru uși. Anodizarea – în special anodizarea cu strat dur până la 25–50 µm – oferă protecție împotriva coroziunii durabilă, cu întreținere redusă, care poate fi colorată pentru a se potrivi cu specificațiile de proiectare. Mai mulți producători din regiunea Coastei Golfului furnizează elemente arhitecturale turnate în nisip cu termene de livrare de 4–8 săptămâni pentru modele personalizate .
03
Automobile: blocuri motoare HPDC și piese turnate structurale
Motoarele moderne de mașini compacte folosesc blocuri din aliaj de aluminiu aproape universal. BMW N52 cu șase în linie, introdus în 2004, folosește un bloc compozit magneziu-aluminiu cu o placă de pat din aluminiu turnat și un carter derivat din A380 - un design care a ras 10 kg de la motorul anterior cu bloc de fier. Structurile contemporane ale tăvilor bateriei EV, cum ar fi cele utilizate în platformele Rivian și Hyundai Ioniq, sunt piese turnate din aluminiu HPDC cu mai multe cavități, cu canale de răcire integrate, combinând până la șapte piese ștanțate și sudate anterior separate într-o singură turnare în formă de plasă. Această consolidare reduce timpul de asamblare și îmbunătățește rigiditatea structurală la o masă cu aproximativ 30% mai mică în comparație cu construcțiile echivalente din oțel.
04
Carcase electronice: management termic prin turnare
Elementele electronice de mare putere - unități de motor, invertoare de putere, amplificatoare pentru stații de bază pentru telecomunicații, drivere LED - folosesc frecvent turnarea de aluminiu pentru carcase, deoarece materialul servește atât ca carcasă, cât și ca radiator. Carcasele A380 HPDC cu aripioare integrate ating valori de rezistență termică de 0,5–1,5°C/W în convecție naturală, suficient pentru multe aplicații industriale fără aer forțat. Pentru aplicațiile de ecranare RF, grosimea peretelui de 3–5 mm în A380 asigură o atenuare efectivă peste 500 MHz. Turnarea prin investiție este preferată atunci când este necesară o geometrie complexă a canalului de curgere intern pentru plăcile reci răcite cu lichid.
05
Aerospațial: suporturi și carcase structurale de investiții
Turnarea cu investiții cu aliaje A356 sau A357 este o practică standard pentru suporturile de corp de aeronave, carcasele avionice și colectoarele hidraulice, unde complexitatea geometriei și toleranțele strânse elimină prelucrarea ca opțiune rentabilă. Piesele turnate tipice din aluminiu utilizate în aeronave realizează toleranțe dimensionale de ±0,13 mm și finisaje ale suprafeței de 3,2 µm Ra fără prelucrare suplimentară. Procesul permite tăieturi, pereți subțiri și contururi organice pe care turnarea cu nisip nu le poate produce în mod fiabil. Companii precum Precision Castparts și Hitchiner Manufacturing furnizează astfel de piese turnate din aluminiu aerospațial platformelor Boeing, Airbus și Lockheed Martin.
06
Artă și sculptură: Proiecte de turnare a aluminiului cu spumă pierdută
Turnarea cu spumă pierdută este populară printre sculptori și artiști, deoarece spuma EPS poate fi modelată, sculptată și asamblată fără niciun unghi de aspirare sau cutie de miez - spuma este consumată de aluminiul topit în timpul turnării, lăsând o replică precisă a modelului original. Turnătorii de artă comunitare din orașe precum Chicago și Portland oferă acces liber la sesiuni de turnare a spumei de aluminiu pierdute. Alegerea aliajului este mai puțin critică pentru piesele pur decorative; deșeurile secundare A380 sau 383 oferă rezultate adecvate cu o fluiditate bună. Turnarile folosesc de obicei a 2–4 mm sistem de colectare și colț raportat la volumul părții pentru a asigura umplerea completă a elementelor sculpturale subțiri.
Reguli de proiectare care previn defectele proiectelor de turnare a aluminiului
Majoritatea defectelor de turnare a aluminiului sunt proiectate în, nu sunt fabricate în interior. Urmând liniile directoare stabilite de proiectare pentru turnare (DFC) în timpul fazei CAD, se elimină majoritatea defecțiunilor de porozitate, închidere la rece, rulare greșită și rupere la cald înainte de tăierea unei singure matrițe. Următoarele reguli se aplică pe scară largă în procesele de turnare cu nisip, matriță permanentă și turnare sub presiune, cu ajustări specifice procesului notate.
Uniformitatea grosimii peretelui
Grosimea neuniformă a peretelui creează viteze de răcire diferențiate care conduc porozitatea de contracție către ultima regiune care se solidifică. Ținta de proiectare recomandată este o variație a grosimii peretelui de cel mult 2:1 între secțiunile adiacente . Acolo unde bofurile sau flanșele grele sunt inevitabile, extragerea materialului sau amestecarea tranzițiilor cu raze generoase reduce diferența de masă termică. Pentru HPDC, vizați o grosime nominală a peretelui de 2–4 mm pentru majoritatea aplicațiilor structurale; pereții peste 6 mm încep să acumuleze porozitate gazoasă, cu excepția cazului în care se folosește umplutura asistată cu vid.
Fileuri și raze la toate colțurile interne
Colțurile interioare ascuțite concentrează stresul și creează puncte fierbinți în timpul solidificării. O rază internă minimă a filetului de 1,5 × grosimea peretelui este recomandat de ghidurile ASM International pentru proiectarea turnării de aluminiu. Chiar și o rază de 1 mm reduce dramatic factorii de concentrare a tensiunii în comparație cu un colț cu adevărat ascuțit. Colțurile exterioare pot fi mai ascuțite (raza minimă de 0,5 mm), dar nu trebuie să fie niciodată complet pătrate în aluminiu turnat.
Unghiuri de aspirare pentru eliberarea mucegaiului
Toate suprafețele paralele cu direcția de tragere a mucegaiului necesită unghiuri de tiraj. Minimele standard sunt 1–2° pentru turnarea cu nisip, 1–3° pentru mucegaiul permanent și 0,5–1,5° pentru HPDC pe suprafețele exterioare (puțin mai mult pe suprafețele interioare deoarece turnarea se micșorează pe miezuri). Tirajul insuficient duce la uzura matriței, ruperea miezului și dificultăți de extracție care în cele din urmă deteriorează turnarea. Suprafețele orientate spre mucegai nu trebuie să aibă curent de aer; specificați clar în desen în ce direcție este planul de despărțire.
Poartă și ridicare pentru solidificare direcțională
Un design bun de deschidere alimentează progresiv metalul lichid de la secțiunile subțiri la cele groase, asigurându-se că cele mai grele regiuni rămân conectate la un rezervor de lichid - ascensoare - până la solidificarea completă. Regula Chvorinov (timpul de solidificare proporțional cu (Volum/Arafa suprafeței)²) ghidează dimensionarea coloanei: o rampă trebuie să aibă un modul de cel puțin 1,2× cea a secțiunii celei mai grele se hrănește. Software-ul de simulare, cum ar fi MAGMASOFT, Flow-3D și ProCAST, este utilizat pe scară largă pentru a valida proiectarea portierelor și a ramurilor înainte de tăierea sculelor de producție, reducând semnificativ costurile de încercare și eroare.
Design cu filet și inserție din aluminiu turnat
Aluminiul turnat este prea moale pentru filete grosiere directe în aplicațiile de fixare cu cuplu puternic. Opțiunile includ: (1) turnarea în inserții filetate din oțel sau alamă — produsele Heli-Coil și E-Z Lok sunt populare pentru aplicații de modernizare; (2) folosind filete prelucrate post-turnare cu cel puțin 1,5× lungimea de angajare cu diametrul filetului ; sau (3) specificarea instalării inserției cu ultrasunete pentru modelele termoplastice adiacente. Piesele HPDC pot încorpora găuri cu carote până la un diametru minim de 2,0 mm cu un design atent al matriței, reducând cerințele de găurire post-turnare.
Controlul calității topiturii — Pasul pe care cei mai mulți începători îl ignoră în turnarea aluminiului
Calitatea aluminiului topit la punctul de turnare determină plafonul de calitate al turnării finite. O piesă perfect proiectată turnată din metal slab pregătit va prezenta în continuare porozitate, incluziuni de oxid și proprietăți mecanice reduse. Operatorii de turnătorie cu experiență tratează pregătirea topiturii la fel de serios ca proiectarea matriței.
Porozitatea hidrogenului: Cel mai frecvent defect de turnare a aluminiului
Aluminiul dizolvă hidrogenul ușor în stare lichidă - aluminiul lichid la 750°C poate reține aproximativ 0,65 cm³ la 100 g de metal , comparativ cu doar 0,034 cm³ la 100 g în stare solidă (conform datelor de la Asociația Aluminiului). Când topitura se solidifică, marea majoritate a hidrogenului dizolvat este respins și formează bule microscopice - porozitate - pe tot parcursul turnării. Sursele primare de hidrogen sunt umiditatea atmosferică, resturile umede, retururile uleioase și fluxul umed.
Degazarea cu azot uscat sau argon printr-o unitate rotativă de degazare (proces SNIF sau echivalent) reduce hidrogenul dizolvat la mai jos 0,10 cm³ la 100 g în practica comercială — mult sub pragul de porozitate vizibilă în majoritatea geometriilor de turnare. Pasionații fără echipament rotativ de degazare pot folosi tablete de hexacloretan (cu ventilație adecvată - procesul generează clor gazos) sau pur și simplu reduc la minimum expunerea la umezeală la topitură prin preîncălzirea tuturor sculelor și ținând capacele cuptorului închise.
Incluziuni de oxid și practică de flux
Aluminiul se oxidează instantaneu la expunerea la aer, formând o piele subțire, dar persistentă de alumină (Al₂O₃). Turnarea turbulentă pliază această piele în topitură, creând bifilme de oxid care acționează ca locuri de inițiere a fisurilor în turnarea solidificată. Regretatul profesor John Campbell de la Universitatea din Birmingham a petrecut zeci de ani documentând modul în care bifilmele de oxid sunt cauza principală a dispersării proprietăților mecanice a celor mai multe turnări de aluminiu - variabilitatea rezistenței la tracțiune de 30-40% în piese turnate identice se datorează adesea distribuției bifilmului.
Contramăsurile practice includ: oale de turnare de jos în loc de oale de turnare de sus, filtre de spumă ceramică în sistemul de deschidere (20-30 ppi pentru aluminiu), înălțime de turnare redusă și viteza de turnare controlată și minimizarea turbulențelor la intrarea în matriță. Adăugările de flux (care acoperă fluxurile, cum ar fi amestecurile de clorură de potasiu/clorură de sodiu) protejează suprafața topiturii de oxidarea atmosferică între călduri și ajută la coalescerea particulelor de oxid pentru îndepărtare înainte de turnare.
Controlul temperaturii și supraîncălzire
Majoritatea aliajelor de turnare de aluminiu au temperaturi de lichidus între 555°C și 615°C . Turnarea la supraîncălzire excesivă (mai mult de 80–100°C peste lichidus) crește absorbția gazului, formarea de oxizi și erodarea matriței în HPDC. Turnarea prea rece creează greșeli și închideri la rece - zone în care fața metalică se solidifică înainte de a umple matrița. Temperatura optimă de turnare pentru majoritatea aplicațiilor se situează între 680°C și 740°C , cu temperatura matriței jucând, de asemenea, un rol important: matrițele permanente sunt de obicei preîncălzite la 200–350°C pentru aluminiu.
Operațiuni post-turnare: tratament termic, prelucrare și finisare a suprafețelor
Majoritatea proiectelor de turnare a aluminiului necesită cel puțin unele lucrări post-turnare. Operațiunile de mai jos sunt prezentate în ordinea în care ar fi de obicei efectuate în producție.
Pasul 1
Degating și Shakeout
Piesele turnate cu nisip sunt scuturate din matriță odată solidificate (de obicei în 5-30 de minute, în funcție de greutatea părții). Colierele și ascensoarele sunt îndepărtate prin tăiere, șlefuire sau rupere hidraulică. Piesele HPDC sunt tăiate într-o matriță de tăiere dedicată care forfecă fulgerul și curele într-o singură cursă de apăsare, cu timpi de ciclu de 5-15 secunde pe piesă. Linia de despărțire pe piese turnate cu nisip necesită de obicei șlefuirea manuală pentru a se amesteca la nivel cu suprafața de turnare.
Pasul 2
Tratament termic (când este specificat)
Denumirea de temperare T6 - tratare termică cu soluție urmată de îmbătrânire artificială - este cel mai larg specificat tratament termic pentru turnarea de aluminiu. Pentru A356:
- Tratament cu soluție: 538°C ± 6°C timp de 4-12 ore (în funcție de grosimea secțiunii)
- Călire: apă la 60–80°C (călirea la cald minimizează deformarea stresului rezidual)
- Vârsta: 154°C ± 6°C timp de 6–12 ore
Această secvență dizolvă precipitații de Mg₂Si în soluție și apoi le re-precipită ca o dispersie fină care împiedică mișcarea de dislocare, crescând limita de curgere de la aproximativ 83 MPa (temperare F) la 186–207 MPa (temperare T6) .
Pasul 3
Prelucrarea CNC a suprafețelor critice
Mașinile din aluminiu turnat sunt excepțional de bine - durata de viață a sculei este de obicei 10–20 ori mai lung la prelucrarea aluminiului față de oțel la condiții echivalente de încărcare a așchiilor. Prelucrarea CNC de mare viteză a aluminiului turnat utilizează scule din carbură, viteze de tăiere de 300–600 m/min (picioare de suprafață pe minut: 1.000–2.000) și lichid de răcire sau lubrifiere în cantitate minimă (MQL). Caracteristicile de referință prelucrate în turnare - plăcuțe, găuri și găuri de localizare - stabilesc cadrul de referință pentru toate operațiunile de prelucrare ulterioare. Pentru piesele HPDC de volum mare, liniile de transfer dedicate cu timpi de ciclu mai mici de 60 de secunde pe piesă sunt comune în celulele de turnare auto.
Pasul 4
Opțiuni de finisare a suprafețelor pentru turnarea din aluminiu
Gama de opțiuni de finisare pentru proiectele de turnare a aluminiului este largă:
- Anodizare: Oxidare electrochimică care crește un strat dens de alumină de 5–25 µm (Tipul II) sau 25–100 µm (Anodizare dură de tip III). Oferă rezistență excelentă la coroziune și uzură. Cel mai bun cu aliaje A356 sau 535.
- Acoperire cu pulbere: Aplicarea electrostatică a pulberii polimerice termorigide, întărită la 160–200°C. Rezistență excelentă la UV, gamă largă de culori, rentabil pentru volume medii până la mari. Compatibil cu toate aliajele de turnare.
- Acoperire de conversie de cromat: Cromatul trivalent (Alodin/Iridit) oferă protecție împotriva coroziunii și grund de aderență a vopselei pentru aplicații aerospațiale și de apărare. Conform RoHS cu formulări trivalente.
- Sablare și debavurare prin vibrație: Finisare mecanică care îndepărtează bavurile, îmbunătățește aspectul suprafeței și poate fi utilizată pentru a crea tensiuni reziduale de compresiune (varianta de shot peening) care îmbunătățesc durata de viață la oboseală cu până la 30%.
- Placare cu nichel fără electroși: Depune un strat uniform de nichel-fosfor de 10–50 µm care îmbunătățește semnificativ duritatea (500–700 HV după tratamentul termic) și rezistența la uzură, utilizat pentru matrițe, bucșe și suprafețe de alunecare.
Structura costurilor proiectelor de turnare a aluminiului — Ce determină prețul
Înțelegerea factorilor de cost îi ajută pe inginerii de proiect să ia decizii mai bune de selecție a proceselor și oferă echipelor de achiziții un cadru pentru evaluarea ofertelor de la furnizorii de turnare.
Depanarea defectelor comune de turnare a aluminiului
Chiar și operatorii de turnătorie cu experiență întâmpină defecte. Tabelul de mai jos prezintă cele mai comune defecte de turnare a aluminiului cu cauzele lor fundamentale și acțiunile corective.
| Defect | Aspectul | Cauza primara | Acțiune corectivă |
|---|---|---|---|
| Porozitatea gazului | Goluri rotunde, pereți netezi, distribuție aleatorie | Hidrogen dizolvat în topitură | Degazează topitură; uscați toate sculele și resturile; reduce supraîncălzirea |
| Porozitate de contracție | Goluri neregulate, pereți aspri, în secțiuni grele | Hrănire / ridicare inadecvată | Măriți dimensiunea ridicătorului; adăugați frisoane la secțiuni grele; reproiectare pentru perete uniform |
| Închidere la rece | Cusătură liniară pe suprafață, interfață slabă | Două fronturi metalice care s-au răcit înainte de a se întâlni | Creșteți temperatura de turnare; îmbunătățește gate pentru a fuziona fluxurile mai devreme |
| Lăcrimare fierbinte | Fisura zdrențuită la schimbarea fileului sau a secțiunii | Stresul termic în timpul solidificării târzii | Măriți razele fileului; adăugați flexibilitate nucleelor; preîncălziți matrița |
| Incluziuni de oxid | dungi sau pelicule întunecate vizibile pe secțiunea prelucrată | Turnare turbulentă, piei de oxid pliate | Reduceți înălțimea de turnare; utilizați filtru de spumă ceramică; evitați retopirea zgurului |
| Greșit | Umplere incompletă, margini incomplete rotunjite | Metal prea rece, secțiune subțire, aerisire slabă | Creșteți temperatura turnării; îngroșați pereții subțiri; adăugați orificii de ventilație la mucegai |
Turnarea durabilă a aluminiului - Reciclare, energie și economia circulară
Aluminiul este cel mai reciclabil metal structural de uz comun, iar această proprietate schimbă fundamental calculul de durabilitate al proiectelor de turnare a aluminiului în comparație cu alternativele din oțel sau zinc. Reciclarea aluminiului necesită doar 5% din energia necesară pentru a produce aluminiu primar din minereu de bauxită — aproximativ 2–3 kWh/kg pentru producția secundară față de 45–55 kWh/kg pentru producția primară (date de la Institutul Internațional al Aluminiului, 2023). Diferența de amprentă de carbon este la fel de dramatică: aluminiul secundar generează aproximativ 0,5-1,0 kg CO₂ per kg de metal, comparativ cu 8-12 kg CO₂ per kg pentru topirea primară pe bază de cărbune.
Peste 75% din tot aluminiul produs vreodată este încă în uz astăzi , conform Asociației Aluminiului. Sectorul auto are cea mai mare rată de reciclare a aluminiului dintre orice utilizare finală – vehiculele scoase din uz oferă o sursă densă, separată de resturi de aliaj de turnare curată, care curge înapoi în producția secundară de aliaje HPDC, cu o degradare minimă a calității. Această eficiență în buclă închisă este unul dintre motivele pentru care producătorii auto citează turnarea de aluminiu drept o alegere de design pozitivă pentru durabilitate chiar și pe platformele vehiculelor consumatoare de energie.
Pentru operațiunile de turnătorie, recuperarea energiei din gazele de eșapament ale cuptorului, monitorizarea în timp real a chimiei topiturii pentru a minimiza ciclurile de topire și căptușelile din fibră ceramică a cuptorului care reduc pierderile de căldură cu 15-25% în comparație cu modelele refractare mai vechi, toate contribuie la reducerea amprentei de mediu în instalațiile moderne de turnare a aluminiului. Mai multe turnătorii europene, inclusiv Rheinfelden Alloys și Novelis, s-au angajat să producă operațiuni de turnare a aluminiului neutru din punct de vedere carbon până în 2030 printr-o combinație de aprovizionare cu energie regenerabilă și programe de compensare.
Tendințe emergente în turnarea aluminiului — Ce schimbă industria
Industria turnării de aluminiu trece prin schimbări tehnice semnificative, determinate de electrificare, producție digitală și dezvoltarea de noi aliaje. Înțelegerea acestor tendințe este relevantă pentru oricine care planifică programe multianuale de turnare a aluminiului.
Mega-turnare și integrare structurală
Utilizarea de către Tesla a preselor giga de 6.000 de tone și 9.000 de tone pentru a turna secțiuni întregi de sub caroserie din spate EV ca o singură turnare sub presiune din aluminiu - înlocuind 70-100 de piese ștanțate și sudate individuale - a declanșat un interes semnificativ în industria auto. Toyota, Volvo, General Motors și mai mulți OEM chinezi au anunțat programe similare. Piesele turnate folosesc turnare sub vacuum personalizat cu aliaje Al-Si-Mg dezvoltate special pentru mega-turnarea structurală, obținând alungiri de peste 10% și rezistențe la tracțiune de peste 250 MPa ca turnare, fără tratament termic. Această dezvoltare schimbă fundamental economia fabricării structurii caroseriei la volume de peste 100.000 de unități pe an.
Forme și miezuri de nisip imprimate 3D
Imprimarea cu jet de liant a matrițelor de nisip de siliciu (folosind sisteme de la ExOne/Desktop Metal, Voxeljet și Viridis3D) a eliminat etapa de realizare a modelelor din turnarea cu nisip, permițând producția dintr-o singură piesă de piese turnate complexe de aluminiu cu pasaje interne care sunt imposibil de carotat din punct de vedere geometric cu metodele convenționale. Timpul de livrare de la fișierul CAD la prima parte turnată este acum 3-5 zile lucrătoare cu matrițe de nisip imprimate, față de 4–8 săptămâni pentru model și scule convenționale. Ford, John Deere și mai multe companii aerospațiale folosesc matrițe de nisip imprimate pentru prototipuri și piese turnate de aluminiu pentru producție de volum redus, cu costuri ale pieselor care sunt competitive cu alternativele prelucrate pentru geometrii complexe.
Monitorizarea proceselor în timp real și controlul calității AI
Rețelele de senzori încorporate în mașinile de turnare sub presiune captează acum profilele de presiune a împușcăturii, temperaturile suprafeței matriței și datele despre viteza metalului la rezoluție în milisecunde. Modelele de învățare automată instruite pe datele istorice ale defectelor pot prezice porozitatea de contracție și probabilitatea de închidere la rece din semnăturile profilului de împușcare înainte ca piesa să fie îndepărtată din matriță - permițând respingerea automată a fotografiilor în afara specificațiilor fără inspecție cu raze X. Mai mulți furnizori de turnare auto de nivel 1 raportează reducerea ratei deșeurilor cu 30-50% după implementarea unor astfel de sisteme de monitorizare în timp real, traducându-se direct în costuri mai mici și valori îmbunătățite de sustenabilitate.
Dezvoltarea aliajelor pentru managementul termic al vehiculelor electrice
Plăcile de răcire a bateriei EV necesită aliaje de turnare de aluminiu cu conductivitate termică ridicată, etanșeitate excelentă la presiune (fără porozitate) și capacitatea de a forma îmbinări lipite. Standardul A380 are o conductivitate termică de aproximativ 96 W/m·K — adecvat, dar nu optim. Noile aliaje din familia Al-Si-Mg cu conținut controlat de fier și cupru sunt dezvoltate de companii precum Novelis, Constellium și Ipol pentru a obține o conductivitate peste 160 W/m·K în starea de turnare, permițând sisteme de baterii mai compacte și mai eficiente răcite cu lichid. Aceasta este o zonă activă de cercetare a aliajelor cu multiple brevete depuse în 2022-2024.
Întrebări frecvente despre proiectele de turnare a aluminiului
Care este cel mai bun aliaj de aluminiu pentru un prim proiect de turnare?
Pentru începătorii care folosesc un cuptor din curte și forme de nisip verde, pistoanele reciclate (de obicei aliaj 4032 sau 2618) sau lingoul curat A356 sunt ambele puncte de plecare excelente. Ambele au o fluiditate bună la temperaturi tipice de turnare în curte de 700–730°C și niciunul nu are adaosuri de aliere semnificativ toxice. A356 este puțin mai tolerant cu umezeala din nisip, deoarece conținutul său de siliciu îmbunătățește fluiditatea chiar și la temperaturi mai scăzute. Evitați deșeurile necunoscute de la electronice sau piesele acoperite - contaminanții din lipire, turnare sub presiune cu zinc sau placare pot produce fum toxici și calitate slabă a turnării.
Cum pot preveni porozitatea în piesele mele de aluminiu?
Porozitatea are două cauze fundamentale: hidrogenul dizolvat (porozitatea gazului) și alimentarea inadecvată a contracției (porozitatea contractiei). Pentru a aborda porozitatea gazului, mențineți toate materialele de matriță și metalul uscat, utilizați un flux de acoperire și degazează topitura înainte de turnare. Pentru a aborda porozitatea de contracție, asigurați-vă că colțul dvs. este suficient de mare pentru a rămâne lichid după ce turnarea s-a solidificat - modulul colțului trebuie să depășească cel mai greu modul al secțiunii de turnare cu cel puțin 20%. Friguri plasate adiacent secțiunilor grele ajută și prin accelerarea solidificării locale pentru a reduce cererea de contracție.
Care este grosimea minimă a peretelui care poate fi realizată în turnarea aluminiului?
Grosimea minimă a peretelui depinde de procesul de turnare. Turnarea sub presiune la înaltă presiune realizează pereții cei mai subțiri - la fel de jos ca 0,8 mm în modele de matrițe optimizate cu injecție de metal de mare viteză. Turnarea cu investiții atinge în mod fiabil 1,0–1,5 mm. Mânere de turnare cu matriță permanentă (gravitație) de minimum 2–3 mm. Turnarea cu nisip necesită de obicei pereți de 3-5 mm minim pentru umplere fiabilă, deși operatorii de turnătorie calificați au obținut 2 mm în piese mai mici, cu aliaje cu fluiditate ridicată de siliciu și matrițe bine acoperite.
Se poate suda aluminiul turnat?
Da, multe aliaje de turnare de aluminiu pot fi sudate, dar procesul necesită îngrijire. Aliajele A356 și 535 sunt cele mai sudabile aliaje comune de turnare. Sudarea cu arc de tungsten cu gaz (GTAW/TIG) cu sârmă de umplutură 4043 sau 5356 este o practică standard. Piesele HPDC care conțin A380 sunt în general considerate nesudabile în aplicațiile structurale datorită conținutului de cupru și porozității gazului care se eliberează în timpul sudării. Dacă sudați aluminiu turnat, preîncălziți zona la 150–200°C pentru a reduce fisurarea șocului termic, iar pentru îmbinările structurale din A356 se recomandă reducerea tensiunilor după sudare la 175°C timp de 2–4 ore.
Cât timp durează pentru a obține piese turnate din aluminiu?
Timpul de livrare variază enorm în funcție de proces și locația furnizorului. Pentru piese turnate cu nisip printate 3D (cantități prototip), termene de livrare pentru primul articol de 3-10 zile lucrătoare sunt realizabile de la furnizori consacrați. Turnare convențională cu nisip cu un model nou: 4–8 săptămâni pentru fabricarea modelului plus 1–2 săptămâni pentru turnare. HPDC cu scule noi: 10–20 de săptămâni pentru fabricarea matrițelor, apoi cantități de producție în 2–4 săptămâni. Turnare de investiție: 8–16 săptămâni pentru scule, 3–6 săptămâni pentru producție. Programele de scule accelerate la costuri mai mari pot comprima aceste termene cu 30-50% cu furnizorii premium.
Care este diferența dintre aluminiul turnat sub presiune și turnarea în nisip?
Turnarea cu nisip folosește matrițe de nisip consumabile care sunt distruse pentru a elibera piesa - permițând geometrie complexă și piese foarte mari, dar cu finisare mai mică a suprafeței, toleranțe mai largi și timpi de ciclu mai lenți. Turnarea sub presiune folosește matrițe de oțel întărit permanent și injectează metal la presiune ridicată - obținând un finisaj excelent al suprafeței (1–2 µm Ra), toleranțe strânse (±0,05–0,15 mm) și rate de producție foarte mari (cicluri de 30–120 de secunde), dar cu costuri ridicate de scule și cerințe de cantitate minimă care o fac neeconomică sub aproximativ 0 piese. Turnarea cu nisip este mai bună pentru prototipuri, piese mari și volume mici; turnarea sub presiune excelează la producția de volum mare de componente de precizie mică și medie.
Turnarea aluminiului este ecologică?
Turnarea aluminiului folosind aliaje secundare (reciclate) este printre procesele de prelucrare a metalelor cele mai favorabile pentru mediu disponibile. Aluminiul secundar necesită doar 5% din energia producției de aluminiu primar și generează o fracțiune din emisiile de CO₂. Reciclabilitatea ridicată a aluminiului - cu rate de reciclare de peste 90% în sectorul auto - și fluxul de materiale în buclă închisă în multe operațiuni de turnătorie îl fac semnificativ mai ecologic decât procesele care utilizează metale primare. Principalele preocupări de mediu sunt emisiile de fluor din utilizarea fluxului (controlat de scrubere umede în turnătoriile moderne) și gestionarea lichidului de răcire în operațiunile de prelucrare.
Pot anodiza piesele din aluminiu turnat sub presiune?
Aliajele standard HPDC precum A380 (care conține 3-4% cupru) nu anodizează până la un finisaj de calitate consistentă - conținutul de cupru provoacă pete maro sau negru în stratul anodic. Pentru suprafețele cu aspect anodizat pe aluminiu turnat sub presiune, specificați un aliaj cu conținut scăzut de cupru, cum ar fi A360 (cupru sub 0,6%) sau un aliaj cosmetic special de turnare sub presiune. Aliajele A356 și 535 anodizează curat și iau coloranții uniform. Dacă este necesară turnarea sub presiune și se specifică anodizarea, colaborați cu furnizorul dvs. de turnare pentru a selecta un aliaj adecvat cu conținut scăzut de cupru în timpul fazei de proiectare, în loc să descoperiți incompatibilitatea după construirea sculelor.







