
Acasă / Ştiri / Știri din industrie / Piese prelucrate din aluminiu vs turnare: toleranță, cost și aliaje
Piesele prelucrate din aluminiu depășesc performanța turnării de aluminiu atunci când toleranța și integritatea structurală contează cel mai mult
Răspunsul scurt: alege piese prelucrate din aluminiu ori de câte ori o componentă are nevoie de toleranțe dimensionale strânse (de obicei ±0,01 mm până la ±0,05 mm), o microstructură complet densă, fără porozitate sau un volum de producție mic până la mediu în care costul sculelor nu poate fi justificat. Alege turnare de aluminiu când geometria este complexă, dimensiunea rulării este mare (adesea 10.000 de unități) și este acceptabilă o precizie dimensională puțin mai mică. Niciun proces nu este universal „mai bun” – ele rezolvă diferite probleme de inginerie, iar cele mai puternice lanțuri de aprovizionare le combină de fapt pe ambele, prelucrând suprafețele critice de îmbinare pe un semifabricat turnat.
Acest articol detaliază diferențele reale dintre prelucrarea subtractivă și turnare, aliajele pe care fiecare proces le favorizează, toleranțele la care vă puteți aștepta în mod realist și modul în care cumpărătorii iau de fapt decizia de compromis cu privire la comenzile de producție reale în 2026.
Cum sunt produse de fapt piesele prelucrate din aluminiu
Piesele din aluminiu prelucrate își încep viața ca material forjat - bară, placă sau extrudare - care are deja o structură de cereale consistentă, fără goluri de la laminare sau extrudare. O moară sau un strung CNC îndepărtează apoi materialul în treceri controlate până când iese geometria finală. Nu există nicio etapă de topire, nici o contracție pentru a compensa și nici riscul de a se forma pungi de gaz prinse în interiorul piesei.
Secvență tipică de producție
- Selecția stocului brut și tăierea la o dimensiune brută brută
- Programare CAM din modelul 3D, inclusiv simularea traseului sculei
- Frezare grosieră sau strunjire pentru a îndepărta rapid materialul în vrac
- Treceri de semifinisare pentru a aduce piesa aproape de dimensiunea finală
- Treceri de finisare la viteze de avans mai mici pentru suprafețe cu toleranță strânsă
- Debavurare, curățare și inspecție dimensională
- Tratamentul opțional al suprafeței (anodizare, pasivare, sablare cu mărgele)
Un centru de prelucrare cu 5 axe poate menține o singură orientare a piesei în majoritatea operațiunilor, ceea ce reduce erorile de fixare și scurtează timpul ciclului la piesele cu caracteristici unghiulare - ceva ce o freză cu 3 axe ar avea nevoie de mai multe setări pentru a realiza.
Piese prelucrate vs. turnarea aluminiului: o comparație directă
Cumpărătorii întreabă frecvent dacă o piesă „ar trebui” să fie turnată sau prelucrată înainte de a exista un singur desen. Tabelul de mai jos prezintă diferențele practice care determină de fapt această decizie pe un nivel de producție, mai degrabă decât cele teoretice.
| Factorul | Piese prelucrate din aluminiu | Turnare de aluminiu |
|---|---|---|
| Toleranță tipică | ±0,01 mm până la ±0,05 mm | ± 0,2 mm până la ± 0,5 mm (în formă turnată) |
| Risc de porozitate internă | Niciuna (stoc forjat) | Prezent, mai ales în secțiuni groase |
| Investiție în scule | Scăzut (numai corpuri de iluminat) | Ridicat ( matrițe sau matrițe) |
| Cel mai bun volum de comandă | Prototipuri la volum mediu | Volum mediu spre mare |
| Libertatea geometriei | Limitat de accesul la instrument | Cavități interne complexe posibile |
| Rezistenta mecanica | Flux de cereale mai mare, uniform | Coborâți dacă nu este tratat termic |
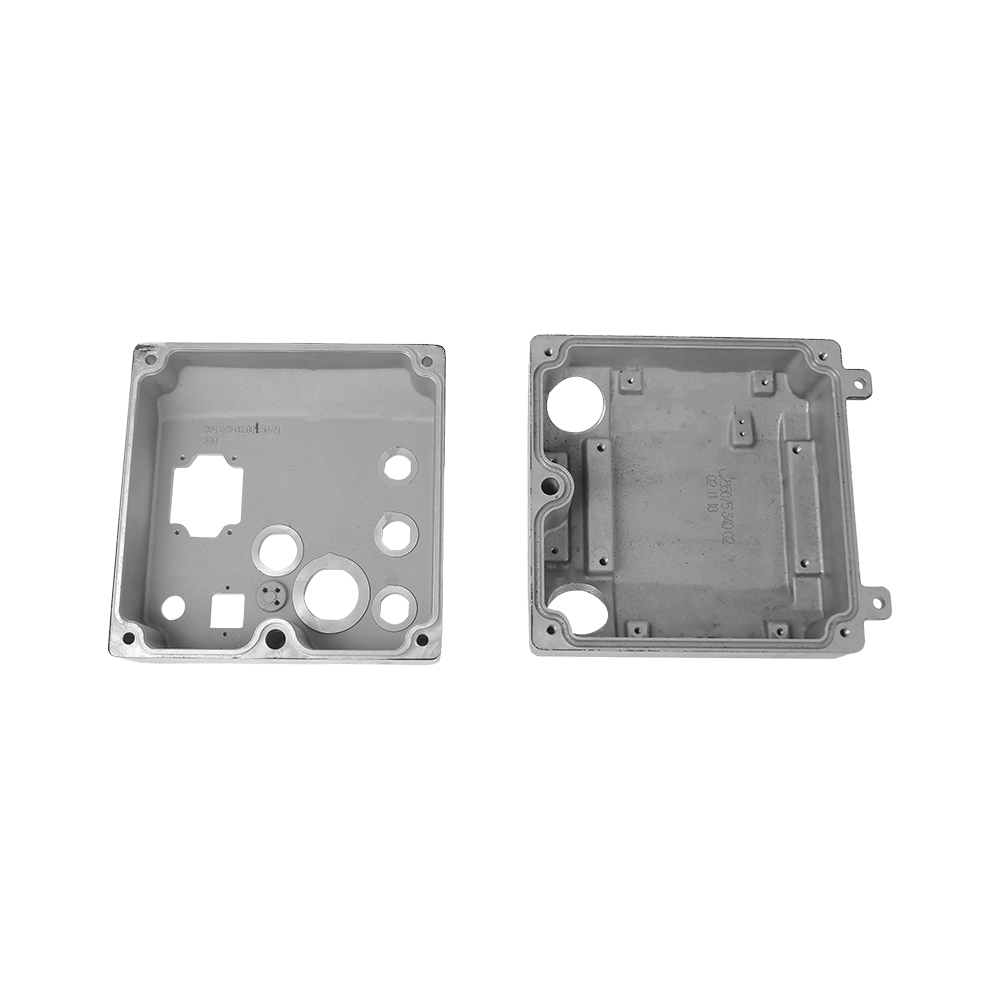
În practică, multe programe de producție folosesc ambele procese împreună: a turnare de aluminiu formează economic forma brută a carcasei, iar prelucrarea apoi termină alezajele rulmentului, fețele de montare și găurile filetate care au nevoie de precizie pe care suprafața turnată nu o poate oferi.
Selecția aliajului: ce merge de fapt pe masa mașinii
Nu toate mașinile de calitate ale aluminiului funcționează în același mod, iar aliajul ales în amonte determină viteza de tăiere, uzura sculei și rezistența finală a piesei.
Aliaje comune și comportamentul lor la prelucrare
| Aliaj | Evaluare de prelucrabilitate | Utilizare tipică |
|---|---|---|
| 6061-T6 | Bun | Suporturi structurale generale, carcase |
| 6082-T6 | Bun | Cadre portante, carcase cutie de viteze |
| 7075-T6 | Corect | Armături aerospațiale, piese de mare stres |
| 2024-T3 | Corect | Elemente structurale critice la oboseală |
| 5052-H32 | Excelent | Plăci prelucrate derivate din tablă |
7075 oferă cel mai mare raport rezistență-greutate din această listă, dar generează mai multă căldură și uzură a sculei în timpul tăierii, motiv pentru care magazinele care operează volume mari de piese 7075 preferă sculele din carbură acoperită și viteze de avans ale axului mai mici decât ar folosi pe 6061.
Toleranța, finisarea suprafeței și ce înseamnă cu adevărat „precizia”.
Cuvântul „precizie” este folosit în mod liber în marketingul furnizorilor, așa că ajută la ancorarea lui la numere reale. O moară cu 3 axe de uz general care rulează scule standard pe aluminiu 6061 ține confortabil ±0,05 mm peste o porțiune de mărime medie. Trecerea la un centru rigid cu 5 axe cu lichid de răcire controlat cu temperatură și sondare calibrată poate reduce acest lucru la ±0,01 mm pe caracteristicile critice, care este gama pe care o necesită cele mai precise locuri de rulment și suprafețe de etanșare.
Opțiuni de finisare a suprafeței după prelucrare
- Finisaj ca prelucrat (Ra 1,6–3,2 μm) — standard pentru suprafețe interne, necosmetice
- Sablare cu mărgele — textură uniformă mată, ascunde urmele de scule
- Tip II transparent sau anodizare color — rezistență la coroziune plus opțiuni de culoare
- Anodizare dură de tip III — rezistență la uzură pentru ansambluri de alunecare sau în mișcare
- Lustruire — finisaj în oglindă sau satinat pentru părțile vizibile orientate spre consumator
Piesele turnate, în schimb, moștenesc textura matriței sau suprafeței matriței în mod direct. Obținerea aceleiași calități a suprafeței pe o turnare necesită de obicei o trecere de prelucrare secundară doar pe suprafețele funcționale - care este exact fluxul de lucru hibrid menționat mai devreme.

În cazul în care piesele prelucrate din aluminiu apar în produsele reale
Aplicațiile de mai jos reflectă în cazul în care avantajele toleranței și rezistenței prelucrării justifică de fapt costul pe unitate mai mare în comparație cu turnarea.
Domenii comune de aplicare
- Articulații robotice și etape de mișcare de precizie care necesită poziționare repetabilă
- Suporturi optice și de montare pentru cameră unde toleranța de aliniere este critică
- Fitinguri aerospațiale și conectori structurali sub încărcare la oboseală
- Componentele echipamentelor semiconductoare care necesită suprafețe de etanșare etanșe la vid
- Carcase pentru dispozitive medicale care necesită suprafețe repetabile, fără contaminare
- Piese prototip personalizate de automobile înainte de punerea în funcțiune a unei matrițe de turnare
Este obișnuit ca un produs nou să se lanseze cu piese complet prelucrate în timpul prototipării și a producției timpurii, apoi trecerea la semifabricate turnate cu prelucrare ușoară odată ce volumul crește suficient de mare pentru a amortiza costul sculelor - un model observat în mod constant în lanțurile de aprovizionare cu echipamente industriale și electronice de larg consum.
Comparația costurilor: Economie pe unitate de prelucrare și turnare
Prelucrarea nu implică costuri inițiale de scule, dar prețul pe unitate rămâne relativ constant pe volum, deoarece fiecare piesă consumă în continuare același timp de mașină. Turnarea necesită investiții în matriță sau matriță în avans, dar costul pe unitate scade drastic odată ce investiția este răspândită pe mii de unități.
Comportament de prag de rentabilitate
Pentru un suport tipic de complexitate medie, prelucrarea tinde să rămână opțiunea de cost total mai scăzut sub aproximativ 500–2.000 de unități, în funcție de complexitatea piesei și de timpul ciclului. Peste acest volum, aluminiul turnat sub presiune cu prelucrare ușoară pe fețele critice devine de obicei mai economic, deoarece costul matriței este amortizat și timpii de ciclu pe piesă sunt mult mai scurti decât un program complet CNC.
Utilizarea materialului este un alt factor pe care cumpărătorii îl ignoră: prelucrarea unei piese din bară solidă poate pleca 50% până la 80% din stocul inițial ca resturi , în timp ce turnarea aproape de rețea modelează piesa și generează mult mai puține deșeuri - deși deșeurile de aluminiu sunt ușor reciclabile, deci acest lucru afectează costurile mai mult decât rezultatele sustenabilității.
Verificări de control al calității pe care cumpărătorii ar trebui să le solicite
Înainte de a accepta un lot de piese din aluminiu prelucrate, un cumpărător ar trebui să confirme că furnizorul efectuează următoarele verificări, deoarece acestea reflectă în mod direct dacă toleranțele declarate au fost atinse de fapt la atelier și nu numai pe desen.
- Raport de inspecție a primului articol (FAI) cu date dimensionale complete față de desen
- Rapoarte CMM (mașină de măsurat coordonate) pentru caracteristici critice de toleranță
- Testarea rugozității suprafețelor pe suprafețe funcționale sau de etanșare
- Certificarea materialului trasabil la lotul de moara original
- Anodizarea sau verificarea grosimii acoperirii acolo unde este specificat tratamentul de suprafață
Solicitarea acestor documente în avans, înainte de prima producție, mai degrabă decât după o expediție respinsă, este cel mai eficient mod de a evita disputele dimensionale mai târziu în relație.
Decizia între aluminiu prelucrat și turnat pentru o piesă nouă
O listă practică de verificare a deciziilor care reflectă modul în care cumpărătorii experimentați abordează de fapt un nou număr de piesă:
- Este cerința de toleranță mai strânsă de ± 0,1 mm oriunde pe piesă? Lean prelucrat.
- Volumul anual estimat este sub aproximativ 2.000 de unități? Lean prelucrat.
- Piesa are cavități interne complexe care ar fi costisitoare de frezat? Lean casting sau hibrid.
- Este rezistența la oboseală sub sarcină ciclică un factor de proiectare? Aliaj forjat slab prelucrat.
- Piesa este încă într-o fază de prototip de schimbare a designului greu? Prelucrare slabă, deoarece nicio matriță nu trebuie casată atunci când designul se schimbă.
Acesta este exact motivul pentru care mulți producători comandă loturi mici prelucrate în timpul dezvoltării și blochează o matriță de turnare din aluminiu numai după ce designul s-a stabilizat prin mai multe cicluri de revizuire.
Proiectarea pieselor prelucrate din aluminiu pentru costuri mai mici, fără a pierde precizia
Costul de prelucrare este determinat mult mai mult de alegerile de proiectare decât se așteaptă majoritatea cumpărătorilor. Două piese cu funcție identică pot avea o diferență de cost de 40% doar pentru că una a fost desenată având în vedere prelucrarea, iar cealaltă nu. Următoarele principii de proiectare pentru fabricație (DFM) reduc în mod constant timpul de ciclu și rata deșeurilor pe piesele din aluminiu.
Raze de colț în loc de colțuri interioare ascuțite
O freză standard nu poate tăia un colț interior ascuțit - ea lasă întotdeauna o rază egală cu raza sculei. Specificarea unei raze interioare mici (de obicei de 0,5 mm până la 3 mm, în funcție de dimensiunea piesei) care se potrivește cu o unealtă standard, evită sculele personalizate și schimbările repetate ale sculei, ceea ce scurtează semnificativ timpul ciclului la piesele cu multe buzunare.
Grosimea peretelui și abaterea
Pereții subțiri de aluminiu sub 1,5 mm se pot devia sub forța de tăiere, producând urme de zgomot și deplasare dimensională, în special în 6061 și temperatură mai moale. Menținerea pereților structurali peste aproximativ 2 mm sau adăugarea unei curele temporare care este îndepărtată într-o operațiune ulterioară, menține piesa suficient de rigidă pentru a menține toleranța pe întreaga secvență de tăiere.
Raportul adâncime-diametru al găurii
Găurirea standard rămâne eficientă până la un raport adâncime-diametru de aproximativ 5:1. Dincolo de asta, evacuarea așchiilor devine dificilă, deviația sculei crește, iar dreptatea are de suferit. Găurile adânci și înguste dincolo de acest raport necesită adesea cicluri de găurire cu pistol sau de găurire, ambele adaugă timp și costuri pe care un proiectant le poate evita uneori prin scurtarea găurii sau mărirea diametrului acesteia.
Minimizarea setărilor
De fiecare dată când o piesă este deblocată și fixată din nou, este reintrodusă o mică eroare de poziție, iar timpul mașinii este pierdut pentru repoziționare. Proiectarea caracteristicilor astfel încât să poată fi atinse cât mai multe dintr-o singură orientare sau de pe fețe opuse pe care o mașină cu a patra axă sau cu 5 axe le poate accesa fără montare manuală, menține atât stivuirea toleranțelor, cât și costurile sub control.

Cerințe specifice industriei care împing cumpărătorii spre prelucrare
Diferitele industrii ponderează diferit decizia de prelucrare versus turnare, în funcție de propriile presiuni de reglementare și de performanță.
Aerospațial și Apărare
Reducerea greutății se traduce direct în combustibil sau capacitatea de sarcină utilă, astfel încât suporturile și fitingurile aerospațiale sunt aproape întotdeauna prelucrate din material forjat 7075 sau 2024, mai degrabă decât turnat, deoarece structura granulației complet densă oferă o viață previzibilă la oboseală în cazul ciclurilor repetate de încărcare de zbor. Cerințele de trasabilitate favorizează, de asemenea, materialul forjat, deoarece certificările morii urmează un singur lot continuu, mai degrabă decât un bazin de topire care poate amesteca mai multe călduri.
Semiconductor și echipamente de vid
Camerele de vid și componentele de manipulare a plachetelor nu pot tolera microporozitatea comună în piese turnate, deoarece buzunarele de gaz prinse pot elibera lent gazele în interiorul unui mediu cu vid și pot contamina camera de proces. Piesele prelucrate 6061 sau 6082 cu o structură complet densă sunt alegerea standard pentru aceste suprafețe de etanșare.
Dispozitive medicale
Curățenia suprafeței și repetabilitatea dimensională în fiecare unitate dintr-un lot contează mai mult decât costul materiilor prime în aplicațiile medicale. Piesele prelucrate oferă un finisaj mai consistent al suprafeței pentru carcasele medicale anodizate sau pasivate, iar absența golurilor interne reduce riscul de a reține contaminanții în timpul ciclurilor de curățare.
Prototiparea autovehiculelor și producția de volum redus
Programele pentru automobile comandă frecvent primele câteva sute de unități ale unui nou suport sau carcasă ca piese prelucrate, în timp ce dezvoltarea matriței pentru eventuala versiune turnată este încă în curs de desfășurare, permițând testarea vehiculului să continue fără a aștepta un termen de livrare de mai multe luni pentru scule.
Robotică și controlul mișcării
Poziționarea repetabilă în articulațiile robotizate și etapele de mișcare liniară depinde de toleranțe strânse și consecvente pentru fiecare unitate. Aluminiul prelucrat, menținut la ±0,01 mm până la ±0,02 mm pe alezajele critice și fețele de montare, oferă inginerilor de control al mișcării o linie de bază previzibilă pe care toleranțele la turnare nu se pot egala fără o trecere de finisare adăugată.
Defecte comune la prelucrarea aluminiului și modul în care magazinele reputate le împiedică
Înțelegerea a ceea ce poate merge prost îl ajută pe cumpărător să pună întrebări mai clare în timpul calificării furnizorului.
| Defect | Cauza tipică | Metoda de prevenire |
|---|---|---|
| Urme de chatter | Rigiditate insuficientă sau viteză greșită a axului | Fluxuri și viteze optimizate, suport suplimentar pentru suportul de lucru |
| Deriva dimensională într-un lot | Uzura sculei nu este compensată între piese | Sondarea în curs și actualizările programate ale offsetului sculei |
| Bavuri pe margini | Scule terne sau tăieturi agresive de ieșire | Etapa de debavurare dedicată, însemnări de margine teșită |
| Decolorare după anodizare | Compoziția inconsecventă a aliajului sau contaminarea suprafeței | Stoc de moara certificat, curatare amanuntita pre-anodizare |
| Deteriorarea firului | Robineți uzați sau dimensiune incorectă a găurii pilot | Înlocuire programată a robinetului, inspecție calibrul filetului |
Calificarea unui furnizor de prelucrare: întrebări care merită puse înainte de prima comandă
Dincolo de preț și timp de livrare, un mic set de întrebări operaționale dezvăluie dacă un furnizor poate atinge în mod constant toleranțele menționate pe o ofertă.
- Ce platforme de mașini execută lucrarea — 3 axe, 4 axe sau 5 axe simultan?
- Este controlată temperatura atelierului și în ce interval?
- Ce echipament CMM sau de măsurare optică este utilizat pentru inspecția finală?
- Poate furnizorul să furnizeze rapoarte de inspecție a primului articol mapate cu indicații de desen?
- Care este rata obișnuită de deșeuri sau reprelucrare pe familiile de piese comparabile?
- Anodizarea, placarea sau tratamentul termic se fac intern sau externalizate?
- Cum se menține trasabilitatea materialului de la certificatul de fabrică până la piesa finită?
Un furnizor care răspunde în mod specific la aceste întrebări, cu numere reale, mai degrabă decât cu asigurare generală, este mult mai probabil să respecte toleranțele promise pe o ofertă odată ce producția începe efectiv.
Considerații privind eficiența materialului și reciclabilitatea
Aluminiul este unul dintre cele mai reciclabile metale de inginerie din producție astăzi, iar acest lucru afectează atât economia de prelucrare, cât și cea de turnare. Așchiile de prelucrare, deși reprezintă o pierdere semnificativă de material din stocul inițial de bare, sunt ușor colectate și revândute ca resturi curate, deoarece nu prezintă acoperiri sau contaminare în afara reziduurilor de fluid de tăiere. Aluminiul reciclat necesită doar o fracțiune din energia necesară pentru a produce aluminiu primar din minereu de bauxită, motiv pentru care majoritatea atelierelor de mașini mențin compartimente de separare a deșeurilor dedicate pe tip de aliaj pentru a păstra valoarea de revânzare a așchiilor colectate.
Deșeurile de turnare, inclusiv canalele, porțile și piesele respinse, sunt la fel de reciclabile, deși sortarea în funcție de aliaj devine mai importantă, deoarece turnătoriile amestecă adesea mai multe tipuri de aluminiu pentru diferite locuri de muncă. Cumpărătorii concentrați pe raportarea sustenabilității solicită din ce în ce mai mult furnizorilor rate documentate de reciclare a deșeurilor ca parte a procesului de calificare, alături de datele mai tradiționale de toleranță și cost.
Realități ale timpului de livrare: la ce să vă așteptați la fiecare etapă de producție
Așteptările privind timpul de livrare diferă semnificativ între o primă comandă de prototip și o producție repetată stabilită.
| Scena | Timp de livrare tipic | Șoferul principal |
|---|---|---|
| Primul prototip (1–5 unități) | 3-7 zile lucrătoare | Programare și setare dispozitive |
| Lot mic (10-200 unități) | 1–3 săptămâni | Capacitatea mașinii și etapele de finisare |
| Repetați ciclul de producție | 1–2 săptămâni | Disponibilitate material, poziție la coadă |
| Matriță nouă de turnare din aluminiu | 8-16 săptămâni | Design matriță, fabricare, fotografii de probă |
Acest interval de timp de livrare este un motiv major pentru care prelucrarea mecanică rămâne alegerea implicită în timpul dezvoltării timpurii a produsului, chiar și pentru piesele care vor trece în cele din urmă la turnare de aluminiu odată ce volumele justifică investiția în matriță și timpul suplimentar de două până la patru luni de livrare a sculelor.
Întrebări frecvente
Este aluminiul prelucrat CNC mai rezistent decât aluminiul turnat?
In general da. Aluminiul forjat folosit pentru prelucrare are o structură de cereale continuă, direcțională de la laminare sau extrudare, în timp ce aluminiul turnat poate conține porozitate microscopică care acționează ca punct de concentrare a tensiunii. Pentru piesele aflate sub încărcare ciclică sau de oboseală, aliajele prelucrate prelucrate depășesc de obicei echivalentele turnate, cu excepția cazului în care turnarea este tratată termic și presată izostatic la cald pentru a închide porozitatea.
Cât costă prelucrarea aluminiului în comparație cu turnarea?
Prelucrarea nu are costuri de scule, ci un preț relativ constant pe unitate în volum. Turnarea necesită investiții în matriță (de obicei, un cost de la cinci până la șase cifre, în funcție de dimensiunea și complexitatea piesei), dar prețul pe unitate scade semnificativ la volume mai mari. Punctul de încrucișare este de obicei între 500 și 2.000 de unități pentru piesele de complexitate medie, deși acesta variază în funcție de geometrie.
Ce toleranță poate avea de fapt o mașină CNC față de aluminiu?
Prelucrarea standard cu 3 axe pe aluminiu 6061 ține în mod fiabil ± 0,05 mm pe dimensiunile caracteristice comune. Echipamentele de ultimă generație cu 5 axe, cu control strict de mediu și sondare în proces, pot atinge ±0,01 mm pe dimensiuni critice, care este nivelul necesar pentru alezajele de precizie pentru rulmenți și fețele de etanșare.
Poate o singură piesă să combine atât turnarea, cât și prelucrarea?
Da, și aceasta este o abordare foarte comună în producția de volum mediu spre mare. Forma brută este turnată pentru a controla costul materialului și timpul ciclului, apoi o mașină CNC termină numai caracteristicile critice - fețe de montare, găuri, găuri filetate - unde toleranța ca turnare nu este suficientă.
Care mașini din aliaj de aluminiu sunt cele mai rapide cu cea mai mică uzură a sculei?
6061 și 5052 sunt în general considerate cele mai ușor aliaje de prelucrat, oferind un echilibru bun între formarea așchiilor, finisarea suprafeței și durata de viață a sculei. 7075 și 2024 oferă o rezistență mai mare, dar generează mai multă căldură și uzură abrazivă în timpul tăierii, necesitând de obicei viteze de avans mai mici și scule din carbură acoperite pentru a menține durata de viață a sculei.
Anodizarea modifică dimensiunile unei piese din aluminiu prelucrate?
Da, putin. Anodizarea adaugă un strat de oxid la suprafață și aproximativ jumătate din grosimea acestui strat se formează în exterior de la suprafața originală. Pentru caracteristicile de toleranță strânsă, mașiniștii țin cont de acest lucru prin prelucrarea piesei ușor subdimensionate înainte de anodizare, astfel încât dimensiunea finală acoperită să ajungă în specificație.
De ce piesele din aluminiu prelucrate costă mai mult pe unitate decât piesele turnate la volum mare?
Timpul de prelucrare crește aproximativ liniar cu numărul de piese, deoarece fiecare unitate necesită în continuare aceleași operații de tăiere, indiferent de câte au fost făcute înainte. Turnarea încarcă frontal costul în matriță, astfel încât, odată ce investiția este amortizată pe o serie mare, costul marginal pe piesă scade cu mult sub ceea ce poate obține prelucrarea la același volum.
Piesele din aluminiu prelucrate pot fi sudate?
Da, majoritatea aliajelor forjate utilizate pentru prelucrare, inclusiv 6061 și 5052, sunt ușor de sudat folosind procese TIG sau MIG. 7075 și 2024 sunt mai dificil de sudat fără pierderi semnificative de rezistență în zona afectată de căldură, astfel încât proiectele care necesită îmbinări sudate în aplicații de înaltă rezistență specifică adesea 6061 sau un aliaj sudabil similar.
Care este cantitatea minimă de comandă pentru piesele din aluminiu prelucrate CNC?
Majoritatea atelierelor de mașini acceptă comenzi pornind de la o singură unitate prototip, deoarece nu este necesară nicio investiție în scule în afară de programare și montare. Acesta este unul dintre cele mai clare avantaje practice pe care prelucrarea le deține față de turnare, unde o cantitate minimă de comandă este adesea determinată de necesitatea de a justifica costul matriței, mai degrabă decât de orice minim tehnic.
Cum afectează dimensiunea piesei capacitatea de toleranță la prelucrare?
Piesele mai mari sunt, în general, mai greu de ținut la aceeași toleranță strânsă ca și piesele mici, deoarece dilatarea termică, planeitatea mesei mașinii și rigiditatea dispozitivului de fixare devin mai semnificative pe o perioadă mai lungă. O caracteristică de precizie a unei piese de 50 mm este mai ușor de ținut la ± 0,01 mm decât aceeași caracteristică a unei piese de 500 mm, unde variația termică și mecanică pe suprafața mai mare lărgește în mod natural banda de toleranță realizabilă.







