Cum Turnarea din aluminiu este făcut
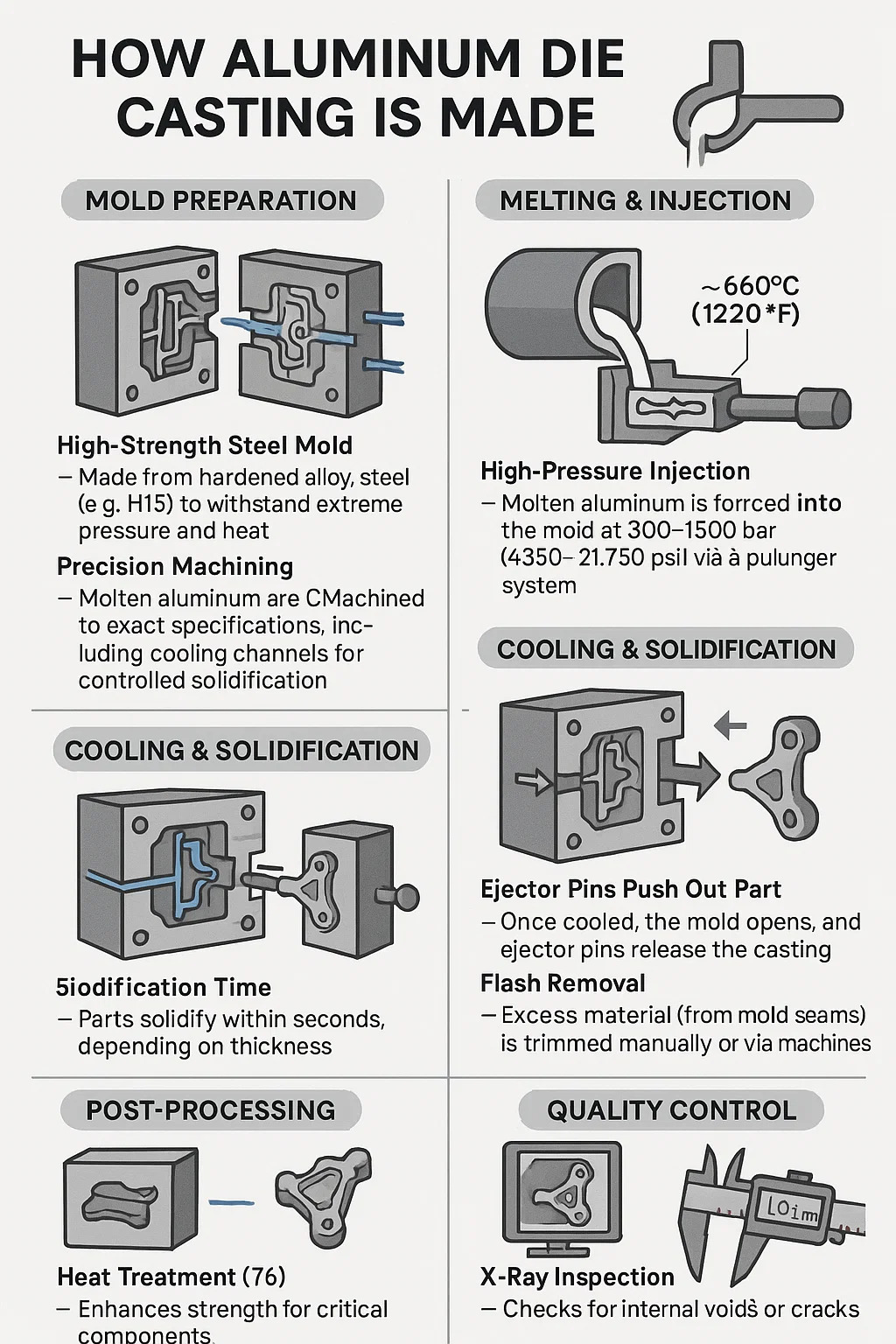
1. Pregătirea mucegaiului
Mucegai de oțel de înaltă rezistență-realizat din oțel din aliaj întărit (de exemplu, H13) pentru a rezista la presiunea extremă și căldura.
Prelucrare de precizie-Cavitățile mucegaiului sunt preparate la CNC la specificații exacte, inclusiv canale de răcire pentru solidificarea controlată.
2.. Topirea și injecția
Topirea aliajului din aluminiu - aliajele speciale (cum ar fi A380 sau ADC12) sunt topite la ~ 660 ° C (1220 ° F) într -un cuptor.
Injecție de înaltă presiune-Aluminiu topit este forțat să intre în matriță la 300-1500 bar (4350–21.750 psi) printr-un sistem cu piston.
3. Răcire și solidificare
Răcire rapidă - canalele de apă ale matriței asigură răcirea uniformă, împiedicând deformarea.
Timp de solidificare - părțile se solidifică în câteva secunde, în funcție de grosime.
4. Ejecție și tuns
Pinii de ejector împing o parte - odată răcită, matrița se deschide și pinii de ejector eliberează turnarea.
Îndepărtarea blițului - Materialul în exces (din cusăturile de mucegai) este tăiat manual sau prin mașini.
5. Post-procesare
Tratamentul termic (T6) - îmbunătățește rezistența pentru componentele critice.
Finisare a suprafeței - Sandblasting, lustruire sau anodizare pentru rezistența la coroziune.
6. Controlul calității
Inspecția cu raze X-verifică dacă sunt goluri interne sau fisuri.
Testare dimensională - asigură că părțile îndeplinesc toleranțe strânse (± 0,1 mm).
Provocări și remedieri cheie
| Emisiune | Cauza | Soluţie |
| Porozitate | Air/gaz prins | Turnare asistată de vid |
| Colmatare | Răcire neuniformă | Canale de răcire optimizate de mucegai |
| Lipirea | Legături de aluminiu la mucegai | Acoperiri avansate de mucegai (de exemplu, staniu) |