Turnare sub presiune este ca și cum a face „cuburi de gheață de metal” sau „turnare prin injecție de ultimă generație”. Este un proces în care metalul topit este „forțat” sub presiune înaltă într-o matriță de precizie, apoi răcit pentru a forma părți solide.
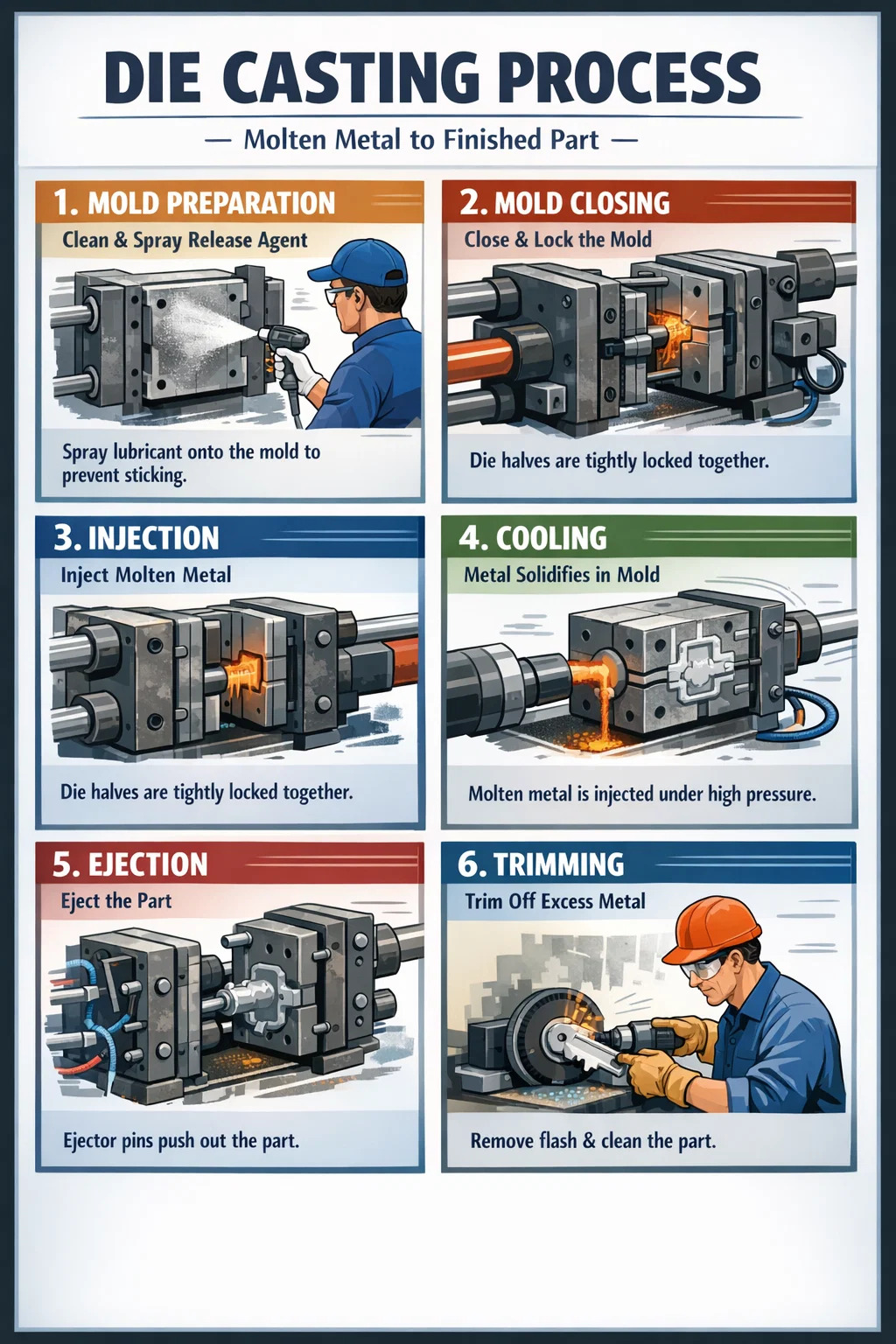
1. Pregătirea matriței (curățare și pulverizare)
Înainte de a începe, tehnicianul curăță matrița metalică și apoi pulverizează un agent de degajare pe suprafața matriței.
De ce se face acest lucru: este ca și cum ungeți o tigaie înainte de a prăji un ou, împiedicând metalul topit să se lipească de matriță și făcându-l dificil de îndepărtat. De asemenea, ajută la răcirea mucegaiului și îl protejează împotriva deteriorării de căldură.
2. Închiderea și blocarea matriței
Două matrițe grele din oțel sunt bine închise împreună.
Punct cheie: În acest moment, mașina aplică o forță imensă pentru a bloca matrița. Deoarece presiunea este foarte mare, dacă matrița nu este blocată etanș, metalul topit va stropi din goluri și piesa va fi distrusă.
3. Injectarea metalului topit (injecție)
Acest pas este nucleul turnării sub presiune. Metalul topit este turnat în orificiul de admisie al mașinii.
Injecție de înaltă presiune: Un piston (piston) din mașină acționează ca o seringă, injectând cu forță metalul topit în matriță într-un timp foarte scurt. Această acțiune trebuie să fie rapidă, altfel metalul se va răci la jumătate, rezultând o piesă incompletă.
4. Răcire și modelare (răcire)
După ce metalul intră în matriță, căldura se disipă rapid deoarece matrița în sine are un sistem de răcire.
Solidificare: metalul lichid se solidifică în câteva secunde până la zeci de secunde (în funcție de dimensiunea piesei), transformându-se înapoi într-un solid dur.
5. Deschiderea matriței și îndepărtarea piesei (ejectare)
După ce metalul s-a întărit complet, mașina deschide automat matrița.
Ejectarea piesei: Știfturile ejectorului din matriță împing în afară piesa finită. Piesa este încă fierbinte în acest moment și este de obicei preluată de un braț robotizat sau de o bandă transportoare.
6. Tunderea și finisarea (Tăierea)
Piesa nou produsă nu este perfectă; marginile sale au de obicei niște resturi de metal în exces (numite „flash” sau „poartă”). Debavurare: Muncitorii folosesc prese sau mașini de șlefuit pentru a tăia materialul în exces, lăsând doar produsul curat, finit. Resturile aruncate nu sunt irosite; ele pot fi topite într-un cuptor și reutilizate.