Acasă / Ştiri / Știri din industrie / Aluminiul 6061 poate fi turnat sub presiune? Răspunsul Adevărat
Aluminiul 6061 poate fi turnat sub presiune? Răspunsul direct
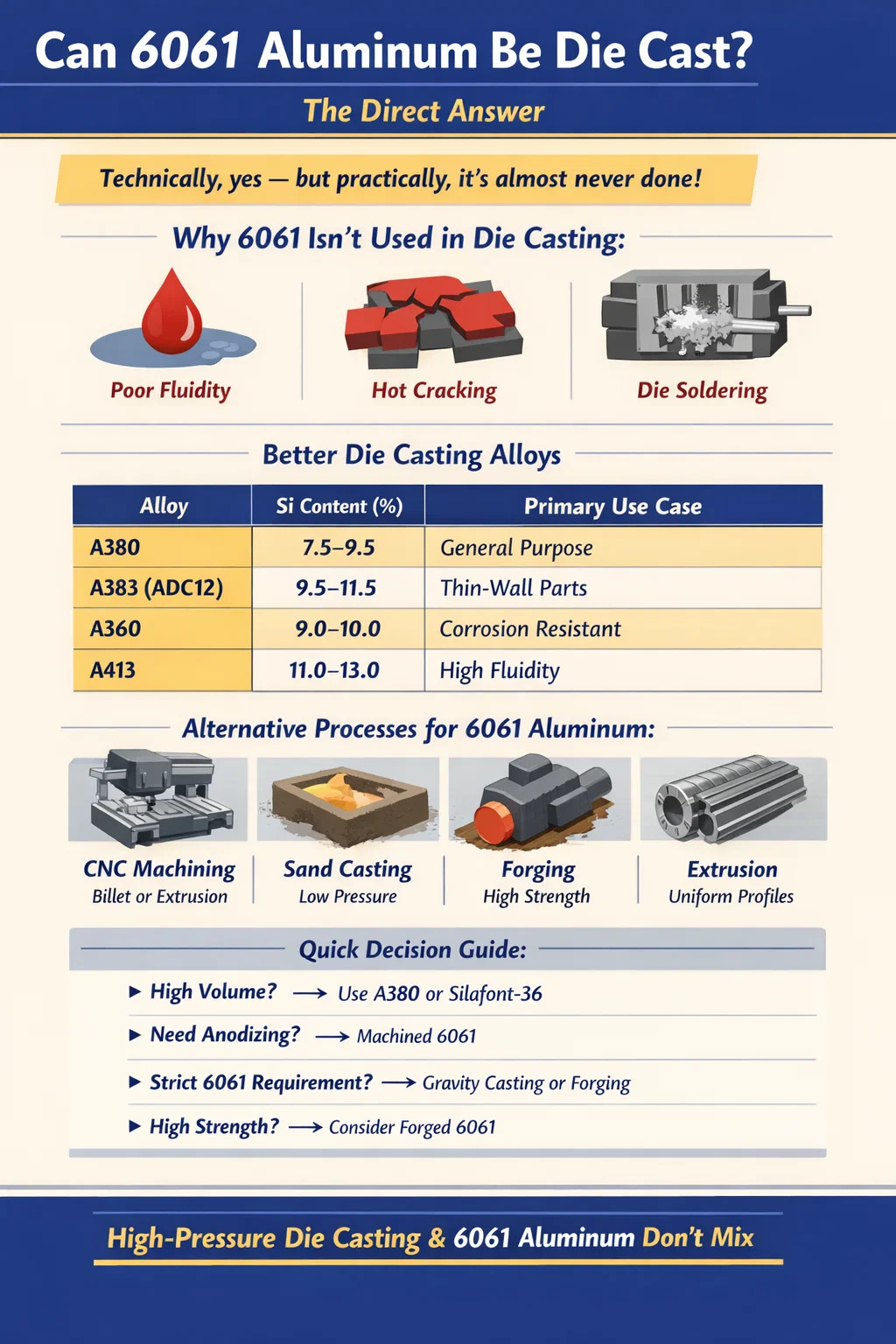
Tehnic, da, dar în producția practică, Aluminiul 6061 nu este folosit aproape niciodată în turnarea sub presiune , iar majoritatea instalațiilor de turnare sub presiune vă vor sfătui împotriva acestui lucru. Motivul se rezumă la chimia aliajelor. 6061 este un aliaj de aluminiu forjat, ceea ce înseamnă că a fost conceput special pentru procese precum extrudarea, laminarea și forjarea - nu pentru injectarea în matrițe de oțel la presiune ridicată. Conținutul său de magneziu și siliciu, deși excelent pentru performanța structurală după tratamentul termic, creează probleme serioase în mediul de turnare sub presiune: fluiditate slabă, tendințe de fisurare la cald și probleme de lipire a matrițelor care cresc ratele deșeurilor și costurile cu scule.
Aliajele de aluminiu care domină turnare sub presiune industria sunt concepute special pentru proces. A380, A383, A360 și ADC12 reprezintă majoritatea covârșitoare a turnării sub presiune din aluminiu din întreaga lume tocmai pentru că conținutul lor de siliciu - de obicei între 8% și 12% - le oferă fluiditatea topiturii, comportamentul termic și caracteristicile de solidificare pe care le solicită turnarea sub presiune. 6061 conține doar 0,4%-0,8% siliciu , cu mult sub pragul necesar pentru turnarea sub presiune fiabilă, de mare volum.
Acest articol explică de ce 6061 se comportă în felul în care se comportă în turnarea sub presiune, ce alternative există și în ce scenarii alegerea unui aliaj diferit - sau a unui proces complet diferit - va produce rezultate mai bune la costuri mai mici.
Înțelegerea aluminiului 6061: compoziția aliajului și implicațiile sale
Aluminiul 6061 este un aliaj din seria 6xxx, ceea ce înseamnă că elementele sale de aliere primare sunt magneziu (Mg) și siliciu (Si). Gama standard de compoziție este după cum urmează:
| Element | Interval de compoziție (%) | Rol în aliaj |
|---|---|---|
| Siliciu (Si) | 0,40 – 0,80 | Consolidarea prin precipitate de Mg₂Si |
| magneziu (Mg) | 0,80 – 1,20 | Element primar de întărire |
| Cupru (Cu) | 0,15 – 0,40 | Rezistență suplimentară, reduce ușor rezistența la coroziune |
| Crom (Cr) | 0,04 – 0,35 | Controlul structurii cerealelor |
| Fier (Fe) | Max 0,70 | Incidental; controlată ca impuritate |
| Aluminiu (Al) | Sold (~96–99) | Metal de bază |
Combinația de Mg și Si formează siliciura de magneziu (Mg₂Si) precipită în timpul tratamentului termic (T4 sau T6 temperatură), ceea ce conferă 6061-T6 binecunoscuta sa rezistență la tracțiune de aproximativ 310 MPa (45.000 psi) . Acest răspuns de întărire prin precipitare este unul dintre cele mai mari avantaje ale aliajului - dar este un avantaj post-procesare, nu un avantaj de turnare.
În schimb, conținutul scăzut de siliciu înseamnă că aliajul topit are o vâscozitate ridicată și un interval de solidificare îngust. Când este turnat sau injectat într-o matriță, nu curge ușor în pereți subțiri sau în geometrii complexe. Rezultatul sunt umpleri incomplete, închideri la rece și porozitate - defecte care sunt deosebit de problematice pentru piesele turnate sub presiune structurale sau etanșe la presiune.
De ce 6061 are performanțe slabe în procesul de turnare sub presiune
Turnarea sub presiune este un proces de înaltă presiune și viteză mare. Aluminiul topit este injectat într-o matriță de oțel la presiuni de obicei variind de la 10.000 până la 30.000 psi (69 până la 207 MPa) , la timpii de umplere măsurați în milisecunde. Aliajul trebuie să curgă instantaneu prin canale și porți, să umple complet secțiunile subțiri și să se solidifice previzibil. 6061 creează mai multe puncte de eroare în acest mediu.
Fluiditate slabă de topire
Fluiditatea aliajelor de turnare a aluminiului este în mare măsură guvernată de conținutul de siliciu. Siliciul scade punctul de topire, mărește fereastra de temperatură lichid-solid și reduce tensiunea superficială în topitură. Aliajele de turnare sub presiune precum A380 conțin aproximativ 8,5% siliciu. 6061 conține mai puțin de 1%. În testele de fluiditate (de exemplu, testele de fluiditate în spirală), A380 umple în mod constant de două până la trei ori lungimea pe care o topiește 6061 în aceleași condiții. Secțiunile cu pereți subțiri sub 2 mm devin practic imposibil de umplut în mod fiabil cu 6061.
Crăpare la cald în timpul solidificării
6061 are o gamă largă de solidificare - decalajul dintre liquidus (~652°C) și solidus (~582°C) este de aproximativ 70°C. În timpul acestei faze semisolide, aliajul este vulnerabil la ruperea la cald: scheletul parțial solidificat se contractă, dar metalul lichid nu poate curge suficient de repede prin canalele rămase pentru a compensa. Rezultatul sunt fisuri interne. Aliajele de turnare sub presiune cu conținut ridicat de siliciu au intervale de solidificare mai înguste , ceea ce înseamnă că metalul trece de la lichid la solid mai rapid și uniform, reducând dramatic riscul de fisurare la cald.
Lipirea matrițelor și deteriorarea sculelor
Lipirea matriței are loc atunci când aluminiul se leagă de suprafața matriței de oțel. Conținutul de fier din matriță reacționează cu aluminiul din topitură pentru a forma compuși intermetalici fier-aluminiu (Fe-Al IMC) la suprafața matriței. Siliciul acționează ca un tampon - reacționează de preferință cu fierul pentru a forma faze Fe-Si care sunt mai puțin aderente și mai ușor de eliberat. Deoarece 6061 are un conținut scăzut de siliciu, este mult mai predispus la lipire pe fața matriței. Acest lucru mărește forțele de ejectare, provoacă defecte de suprafață pe turnare și accelerează eroziunea matriței. Durata de viață a matriței pentru 6061 în testele de turnare sub presiune a fost raportată a fi semnificativ mai scurt comparativ cu aliajele standard de turnare sub presiune.
Complicații ale tratamentului termic
Una dintre principalele atracții ale lui 6061 este răspunsul său la tratamentul termic T6, care crește rezistența la tracțiune de la aproximativ 125 MPa (18.000 psi) în stare recoaptă la aproximativ 310 MPa (45.000 psi). Cu toate acestea, piesele turnate sub presiune - chiar și în aliaje compatibile - sunt notoriu dificil de tratat termic, deoarece solidificarea rapidă a matriței captează porozitatea gazului. Când o turnare sub presiune poroasă este tratată termic cu soluție la temperaturi de aproximativ 530°C, gazul prins se extinde și provoacă vezicule la suprafață. Piesele turnate sub presiune 6061 s-ar confrunta cu aceeași problemă, în timp ce au suferit deja problemele de fluiditate și fisurare în timpul turnării. Rezultatul net este că presupusul avantaj de rezistență al 6061 nu poate fi realizat oricum prin turnare sub presiune.
Ce aliaje de aluminiu sunt utilizate de fapt în turnarea sub presiune
Industria de turnare sub presiune s-a stabilit pe o listă scurtă de aliaje de aluminiu care oferă în mod constant rezultate fiabile, de înaltă calitate. Înțelegerea acestor alternative este esențială atunci când se evaluează dacă se urmărește turnarea sub presiune pentru o piesă care a fost proiectată inițial în jurul anului 6061.
| Aliaj | Conținut Si (%) | UTS (MPa) | Cazul de utilizare principal |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | scop general; cel mai utilizat aliaj de turnare sub presiune la nivel global |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Piese complexe cu pereți subțiri; fluiditate mai bună decât A380 |
| A360 | 9,0 – 10,0 | ~317 | Etanșeitate la presiune, rezistență la coroziune |
| A413 | 11.0 – 13.0 | ~296 | Cea mai mare fluiditate; componente hidraulice, piese turnate complicate |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Până la ~350 (T5/T7) | Piese turnate sub presiune structurale pentru automobile; tratabil termic |
| 6061 | 0,40 – 0,80 | 310 (T6, forjat) | Extrudare, forjare, prelucrare — nu turnare sub presiune |
Numai A380 reprezintă o estimare 60% sau mai mult din toate piesele turnate sub presiune din aluminiu produse în America de Nord . Combinația sa de proprietăți mecanice bune, capacitate excelentă de turnare și cost rezonabil îl face implicit în industrie. Atunci când proiectanții au nevoie de aluminiu turnat sub presiune cu rezistență mai mare, tratabil termic, ei apelează din ce în ce mai mult la aliaje precum Silafont-36 sau Aural-2, care sunt proiectate de la zero pentru a combina un comportament bun de turnare sub presiune cu capacitatea de a răspunde la întărirea prin îmbătrânire - ceva 6061 nu poate oferi într-o formă turnată sub presiune.
Când inginerii specifică 6061 și de ce schimbă
În multe scenarii de dezvoltare a produselor, inginerii specifică 6061 la începutul unui proiect deoarece sunt familiarizați cu acesta sau pentru că prototipurile au fost prelucrate din țagle 6061. Când volumele de producție cresc și turnarea sub presiune devine atractivă pentru reducerea costurilor, întrebarea dacă să păstrați 6061 devine un adevărat punct de decizie. Rezultatul tipic este trecerea la un aliaj de turnare sub presiune mai compatibil, dar logica merită examinată în detaliu.
Cerințe de proprietate mecanică
Inginerii specifică adesea 6061-T6 pentru rezistența sa la tracțiune de aproximativ 310 MPa și rezistența la curgere de 276 MPa. Întrebarea este dacă aceste proprietăți sunt de fapt cerute de aplicație sau dacă au fost selectate conservator pe baza familiarității. A380 turnat sub presiune atinge un UTS de aproximativ 317 MPa, foarte aproape de 6061-T6, și o limită de curgere de aproximativ 159 MPa. Pentru aplicațiile în care limita de curgere este parametrul critic - cum ar fi suporturile structurale sau carcasele portante - A380 poate fi scurt, iar inginerul are două opțiuni: proiectarea geometriei cu o grosime suplimentară a peretelui pentru a compensa sau trecerea la un aliaj de turnare sub presiune tratabil termic, cum ar fi Silafont-36, care poate atinge limite de curgere de 240 MP/aT7 sau mai mari după tratament.
Rezistenta la coroziune
6061 este cunoscut pentru o bună rezistență la coroziune, în special în mediile marine și în aer liber. A380 conține un conținut mai mare de cupru (până la 3,5%), ceea ce îi reduce rezistența la coroziune în comparație cu 6061. Dacă o piesă trebuie să reziste la pulverizarea saline sau să fie utilizată într-un mediu de coastă fără acoperire, A380 poate necesita un tratament de suprafață. A360 este un aliaj alternativ de turnare sub presiune, cu conținut scăzut de cupru, care oferă o rezistență mai bună la coroziune și este adesea specificat atunci când acoperirile de anodizare sau de conversie cromat fac parte din proces.
Anodizarea și finisarea suprafețelor
6061 anodizează excepțional de bine. Compoziția cu conținut scăzut de fier și cupru produce un strat de oxid anodic clar și consistent. Aliajele de turnare sub presiune, în special cele cu conținut ridicat de siliciu, anodizează slab - particulele de siliciu rămân neanodizate și apar ca pete gri închis sau negre în stratul de oxid, făcând anodizarea strălucitoare decorativă aproape imposibilă. Dacă piesa necesită anodizare transparentă sau colorată din motive estetice, turnarea sub presiune este un proces greșit, indiferent de aliaj. Turnarea pe nisip sau turnarea permanentă prin gravitate cu 6061 sau aliaje similare din compoziție forjată, urmată de tratament T6, este calea mai bună pentru piesele anodizate la volume moderate.
Prelucrabilitate
6061 este o plăcere de a mașina. Produce așchii curate, păstrează toleranțe strânse și acceptă bine filetarea și filetarea. Aliajele de turnare sub presiune sunt în general mai dure pentru uneltele de tăiere datorită conținutului lor abraziv de siliciu, deși A380 rămâne destul de prelucrabil conform standardelor de turnare sub presiune. Dacă după turnare este necesară o prelucrare ulterioară semnificativă - de exemplu, găuri de precizie, inserții filetate sau toleranțe strânse de planeitate - acest lucru trebuie luat în considerare în comparația totală a costurilor procesului între turnarea sub presiune cu A380 și procesele alternative care utilizează 6061.
Procese alternative de fabricație pentru aluminiu 6061
Deoarece 6061 nu este potrivit pentru turnarea sub presiune, inginerii care au nevoie de proprietățile materialului lui 6061 ar trebui să ia în considerare următoarele procese de fabricație, fiecare cu propriile sale compromisuri în ceea ce privește capacitatea de geometrie, finisarea suprafeței, costul și scalabilitatea volumului.
Prelucrare CNC din Billet sau extrudare
Pentru volume mici până la medii - de obicei sub 1.000 de piese pe an - prelucrarea țaglelor 6061 sau a materialului de extrudare este adesea cea mai rentabilă abordare. Mașini 6061 la viteze mari, cu durată de viață excelentă a sculei. Un atelier CNC competent poate păstra toleranțe de ±0,025 mm (±0,001 in) în mod obișnuit. Limitarea este risipa de material (raportul de cumpărare la zbor poate fi mare pentru piese complexe) și timpul de ciclu pentru geometriile complicate. Pentru producția de volum mare, costul prelucrării pe piesă îl depășește rapid pe cel al turnării.
Turnare cu nisip și turnare permanentă
6061 poate fi turnat cu nisip sau alimentat prin gravitație în matrițe permanente. Aceste procese implică presiuni de injecție mai mici decât turnarea sub presiune, oferind aliajului timp să umple matrița. Turnarea cu nisip 6061 este practicată în industria aerospațială și de apărare , unde cerințele de certificare a materialelor impun compoziția aliajului și răspunsul la tratamentul termic, mai degrabă decât să permită înlocuirea cu un aliaj standard de turnare sub presiune. Limita de curgere a pieselor turnate de nisip 6061 tratate cu T6 scade de obicei în intervalul 220-260 MPa, oarecum sub cifra forjată, dar suficientă pentru multe aplicații structurale. Costurile cu sculele pentru turnarea cu nisip sunt mici (sub 5.000 USD în multe cazuri), făcându-l viabil la volume de la un singur prototip la câteva mii de piese pe an.
Forjare
6061 este unul dintre cele mai frecvente aliaje de aluminiu forjate. Forjarea aliniază structura granulelor de-a lungul liniilor de tensiune ale piesei, producând proprietăți mecanice care depășesc atât piesele turnate, cât și cele prelucrate. 6061-T6 forjat poate atinge rezistențe la tracțiune de 330–350 MPa și limite de curgere de 295–310 MPa — semnificativ mai mare decât specificațiile standard ale plăcilor forjate. Componentele structurale aerospațiale, componentele de biciclete și piesele de suspensie auto sunt adesea falsificate din 6061. Dezavantajul este că matrițele de forjare sunt scumpe (adesea 20.000 USD – 80.000 USD per set de matrițe) și procesul este cel mai potrivit pentru piesele cu geometrie relativ simplă și fără decupări.
extrudare
Extrudarea este, probabil, procesul nativ al lui 6061. Aliajul curge printr-o matriță pentru a produce profile lungi și constante cu secțiune transversală la viteză mare. Matricele de extrudare costă 500-3.000 USD pentru profile simple, făcând acest proces accesibil chiar și la volume mici. Sunt realizabile secțiuni transversale complexe cu camere goale. Operațiuni secundare, cum ar fi tăierea la lungime, perforarea, găurirea și îndoirea transformă extrudatul 6061 în componente structurale finite. Constrângerea este că secțiunea transversală trebuie să fie uniformă pe lungime - extrudarea nu poate produce complexitatea tridimensională pe care o realizează turnarea sub presiune.
Tixoturnare și reoturnare (prelucrare semi-solidă)
Procesarea metalelor semisolide (SSM) este o opțiune de nișă, dar relevantă. În tixoturnare, o țagle special pregătită de 6061 cu o microstructură tixotropă este încălzită în domeniul semisolid și injectată într-o matriță. Deoarece materialul este parțial solid, curge mai previzibil, cu mai puține turbulențe și mai puțină porozitate decât turnarea sub presiune convențională. Studiile de cercetare au demonstrat că thixocast 6061-T6 poate atinge rezistențe la tracțiune de 280–310 MPa , foarte aproape de reperul forjat. Limitarea este costul: procesul de pregătire a taglelor (metode SIMA sau MHD) adaugă cheltuieli, iar fereastra procesului este îngustă, necesitând un control strict al temperaturii. Procesarea SSM a 6061 este utilizată în componentele auto și aerospațiale în care performanța mecanică și geometria complexă trebuie să coexiste, dar nu este un proces de producție principal.
Turnare sub presiune de înaltă presiune vs. procese de joasă presiune și gravitație: impact asupra viabilității 6061
Merită să facem distincția între diferitele familii de procese de turnare, deoarece provocările cu 6061 variază semnificativ în funcție de presiunea de umplere și viteza.
- Turnare sub presiune la înaltă presiune (HPDC) : Presiuni de injecție de 10.000–30.000 psi, timpi de umplere de 10–100 ms. 6061 este complet nepotrivit. Combinația dintre fluiditatea scăzută, susceptibilitatea la fisurarea la cald și lipirea cu matriță face imposibilă producția fiabilă la scară comercială.
- Turnare sub presiune la joasă presiune (LPDC) : Presiuni de 5–15 psi (0,03–0,1 MPa), rate de umplere mult mai lente. 6061 merge mai bine aici. LPDC este utilizat pentru fabricarea roților și a unor piese turnate structurale pentru automobile. Umplerea mai lentă reduce turbulențele și permite unor aliaje cu fluiditate mai scăzută să funcționeze acceptabil. 6061 poate fi turnat la presiune joasă cu un management adecvat al temperaturii, deși necesită un control atent al procesului.
- Mucegai permanent gravitațional (GPM / turnare la rece) : Fără presiune aplicată; metalul se umple prin gravitație. Acesta este cel mai îngăduitor proces de turnare pentru 6061 în ceea ce privește compatibilitatea aliajului. Piesele turnate GPM din 6061 pot fi tratate termic T6 în mod fiabil și pot obține proprietăți structurale utile. Finisajul suprafeței și consistența dimensională sunt inferioare HPDC, dar procesul este mult mai accesibil pentru acest aliaj.
- Turnare sub presiune asistată de vid : O variantă a HPDC în care un vid este tras pe cavitatea matriței înainte de injectare pentru a reduce porozitatea. În timp ce asistența în vid îmbunătățește densitatea pieselor și permite tratamentul termic în aliajele standard de turnare sub presiune, nu rezolvă problemele fundamentale de fluiditate sau de fisurare la cald asociate cu 6061 într-un context HPDC.
Concluzia practică este că, dacă turnarea sub presiune înseamnă în mod specific HPDC - ceea ce face în majoritatea conversațiilor industriale - atunci 6061 ar trebui evitat. Dacă procesele de joasă presiune sau gravitaționale sunt în domeniu, 6061 devine o opțiune viabilă, în special pentru părțile structurale care necesită tratament termic T6.
Comparație de cost: turnare sub presiune cu A380 vs. procese alternative cu 6061
Costul este unul dintre cei mai obișnuiți factori care stau la baza întrebării dacă să fie turnat sub presiune 6061 - de obicei, un designer vrea proprietățile materialului 6061, dar economia pe piesă a turnării sub presiune. Următoarea comparație folosește ca referință o parte structurală reprezentativă a locuinței cu complexitate moderată.
| Proces | Aliaj | Costul sculelor (aproximativ) | Cost pe piesă la 10k/an | Tratament termic posibil? |
|---|---|---|---|---|
| HPDC | A380 | 30.000 USD – 100.000 USD | 2 – 8 dolari | Limitat (risc de porozitate) |
| HPDC (structural) | Silafont-36 | 30.000 USD – 100.000 USD | 3-10 USD | Da (asistat de vid) |
| Gravity Perm. Mucegai | 6061 | 5.000 USD–20.000 USD | 8 – 20 USD | Da (T6 realizabil) |
| Turnare cu nisip | 6061 | 1.000 USD–8.000 USD | 15 USD – 40 USD | Da (T6 realizabil) |
| Prelucrare CNC | 6061 tagle | 0 USD–5.000 USD (instalare) | 20 USD – 80 USD | Da (stoc pretratat) |
Datele arată că HPDC cu A380 sau un aliaj structural de turnare sub presiune oferă cel mai mic cost pe piesă la volume mari, dar necesită acceptarea unui material care nu este 6061. Dacă 6061 este cu adevărat necesar - de exemplu, din cauza specificațiilor materialelor aerospațiale sau a cerințelor specifice de certificare a coroziunii - atunci turnarea gravitațională sau prelucrarea prin prelucrare sunt cele mai bune din punct de vedere economic și rațional.
Alternative emergente: aliaje de turnare sub presiune din compoziție forjată
Industria nu a ignorat cererea de aluminiu turnat sub presiune cu proprietăți mai apropiate de 6061. Mai mulți dezvoltatori de aliaje și specialiști în turnătorie au introdus aliaje concepute pentru a reduce decalajul dintre aliajele standard de turnare sub presiune și compozițiile din seria forjată. Acestea merită cunoscute pentru inginerii care își evaluează opțiunile.
Castasil-37 (Al-Si-Mg, Fier scăzut)
Dezvoltat de Rheinfelden Alloys, Castasil-37 conține aproximativ 9-11% siliciu cu fier foarte scăzut (sub 0,15%) și magneziu controlat. Conținutul său scăzut de fier reduce dramatic tendința de lipire a matriței în comparație cu aliajele standard, iar aliajul poate fi turnat sub presiune pentru a produce secțiuni subțiri și complexe. Nu se potrivește cu răspunsul complet la tratarea termică a lui 6061, dar proprietățile sale ca turnare sunt competitive cu multe aplicații care altfel ar lua în considerare 6061.
Aural-2 și Aural-5
Acestea sunt aliaje primare de aluminiu dezvoltate special pentru turnarea sub presiune structurală de înaltă integritate, în special în sectorul auto, unde performanța la impact necesită atât rezistență ridicată, cât și ductilitate ridicată. Aural-2 atinge valori de alungire de 10–15% în condiția T7 , care este comparabil cu 6061-T6. Aceste aliaje pot fi turnate sub presiune utilizând HPDC asistat de vid și apoi tratate termic fără apariție semnificativă de vezicule, reprezentând cea mai apropiată aproximare disponibilă la 6061 proprietăți într-o formă turnată sub presiune.
Aliaje din seria 6xxx optimizate Hpdc (etapa de cercetare)
Grupuri de cercetare academică și industrială au dezvoltat aliaje modificate din seria 6xxx cu adaosuri ridicate de siliciu menite să îmbunătățească performanța de turnare sub presiune, păstrând în același timp o parte din răspunsul la întărire. Acestea nu sunt încă stabilite comercial la scară, dar rezultatele producției pilot publicate în reviste precum Journal of Materials Processing Technology sugerează că aliajele cu 3-5% Si și adaosuri echilibrate de Mg pot atinge rezistențe la tracțiune de 280-300 MPa după tratamentul T5 de la HPDC. Aceasta rămâne o zonă activă de dezvoltare mai degrabă decât o opțiune de producție gata.
Ghid practic de decizie: alegerea între 6061 și aliajele de turnare sub presiune
Următorul cadru de decizie este menit să ajute inginerii și designerii de produse să identifice rapid calea potrivită pentru situația lor specifică.
- Dacă volumul dumneavoastră anual depășește 5.000 de piese iar complexitatea geometriei este mare, turnarea sub presiune cu A380 sau un aliaj structural este aproape sigur procesul potrivit - reevaluați dacă proprietățile 6061 sunt cu adevărat necesare sau pur și simplu familiare.
- Dacă este necesară anodizarea decorativă pentru piesa finită, turnarea sub presiune este un proces complet greșit. Utilizați extrudat sau prelucrat 6061 cu un tratament adecvat de suprafață.
- Dacă este necesară limită de curgere de peste 200 MPa din partea turnată, evaluați HPDC asistat de vid cu Silafont-36 sau Aural-2 înainte de a recurge la un proces de turnare gravitațională cu 6061.
- Dacă specificația aliajului este stabilită de un client, organism de reglementare sau standard aerospațial care citează 6061, nu înlocuiți. Utilizați turnare gravitațională, turnare cu nisip sau forjare.
- Dacă volumul este sub 1.000 de piese pe an și geometria permite, prelucrarea CNC din stocul 6061-T6 va oferi cele mai bune proprietăți mecanice cu cea mai mică investiție în scule.
- Dacă reducerea greutății și eficiența structurală sunt factorii principali, luați în considerare dacă forjatul 6061 este justificat - piesele forjate pot reduce greutatea piesei cu 15-30% în comparație cu o piesă turnată echivalentă, deoarece raportul superior rezistență-greutate permite secțiuni mai subțiri.
Nici un singur răspuns nu se potrivește fiecărui produs. Dar consensul constant al industriei este clar: nu încercați turnarea sub presiune la înaltă presiune cu aluminiu 6061 dacă obiectivul sunt rezultate fiabile, de calitate a producției. Nepotrivirea metalurgică dintre compoziția lui 6061 și cerințele procesului de turnare sub presiune nu este o provocare inginerească care trebuie depășită prin optimizarea procesului - este o problemă fundamentală de selecție a materialului care este cel mai bine rezolvată prin alegerea aliajului potrivit pentru procesul potrivit de la început.