Acasă / Ştiri / Știri din industrie / Cum se face turnarea sub presiune? Proces, Metode și Materiale
Răspunsul scurt: Cum funcționează turnarea sub presiune
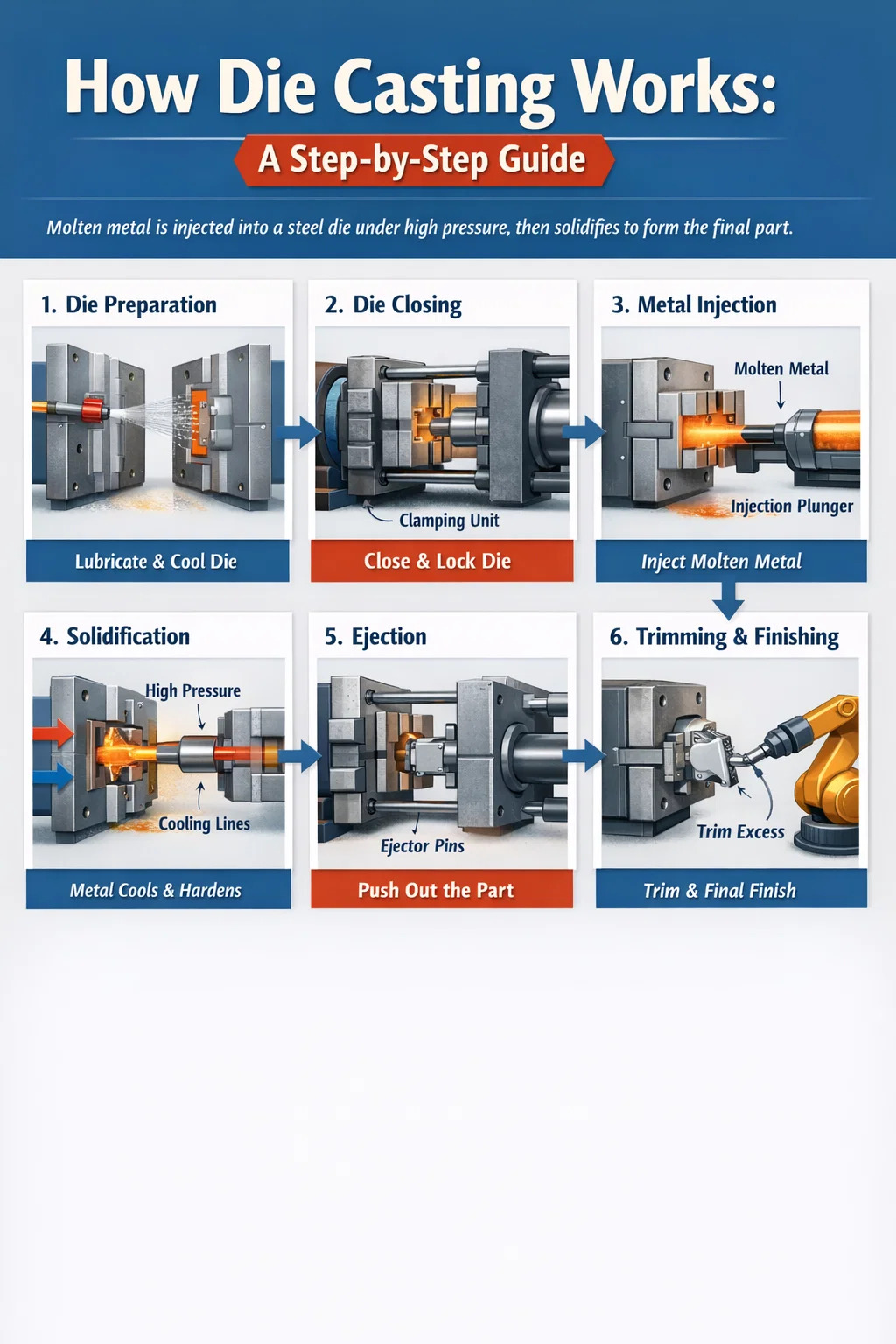
Turnare sub presiune este un proces de formare a metalului în care metalul topit este injectat sub presiune înaltă într-o matriță din oțel întărit - numită matriță - și ținut acolo până când metalul se solidifică în forma exactă a cavității. Odată solidă, matrița se deschide, pinii ejectorului împing piesa afară și ciclul începe din nou. Un singur zar poate repeta această secvență de sute de mii de ori înainte de a se uza.
Procesul este utilizat în principal cu aliaje neferoase: aluminiu, zinc, magneziu și metale pe bază de cupru. Presiunile de injecție variază de obicei de la 1.500 psi la peste 25.000 psi , care este ceea ce permite turnării sub presiune să producă piese cu pereți subțiri, toleranțe strânse (adesea ±0,002 inchi) și finisaje netede ale suprafeței turnate fără prelucrare extinsă ulterioară.
Dacă aveți nevoie de zeci de mii de piese metalice identice - suporturi pentru automobile, carcase electronice, fitinguri sanitare, componente pentru aparate - turnarea sub presiune este aproape întotdeauna cea mai eficientă metodă de producție după ce ați absorbit costul inițial al sculelor.
Procesul de turnare sub presiune pas cu pas
Înțelegerea modului în care se face turnarea sub presiune necesită parcurgerea fiecărei etape a ciclului de producție. În timp ce diferitele mașini și aliaje introduc variații, secvența fundamentală este consecventă în întreaga industrie.
Pasul 1 — Pregătirea matriței și lubrifierea
Înainte de fiecare împușcătură, jumătățile matriței sunt pulverizate cu un lubrifiant sau agent de eliberare. Acest lucru servește la două scopuri: ajută turnarea solidificată să iasă curat, fără a se lipi și răcește ușor suprafața matriței pentru a menține un profil termic consistent. Lubrifianții pe bază de apă sunt cea mai comună alegere în magazinele moderne, deoarece reduc fumul și respectă reglementările de mediu. Ciclul de pulverizare durează de obicei două până la cinci secunde și este automatizat pe liniile cu volum mare.
Pasul 2 — Închiderea și fixarea matriței
Mașina de turnare sub presiune prinde cele două jumătăți de matriță împreună cu o forță enormă. Această forță de strângere este măsurată în tone și trebuie să depășească forța pe care metalul topit sub presiune o va exercita pe fețele matriței în timpul injectării. O mașină evaluată la 500 de tone ține matrița închisă cu o forță de strângere de 500 de tone. Mașinile variază de la sub 100 de tone pentru piese mici de zinc până la 4.000 de tone sau mai mult pentru componentele structurale mari din aluminiu. Dacă forța de strângere este insuficientă, metalul topit poate ieși între jumătățile matriței, creând aripioare subțiri pe piesă și potenţial deteriorarea sculelor.
Pasul 3 - Injecția de metal
Acesta este pasul definitoriu. Metalul topit este împins în cavitatea matriței printr-un sistem de canale - un canal, canale și porți - care direcționează fluxul în geometria piesei. La mașinile cu cameră rece, o împușcătură măsurată de metal este turnată în oală sau automat turnată într-un manșon de împușcare, iar un piston hidraulic îl conduce înainte. La mașinile cu cameră fierbinte, mecanismul de injecție este scufundat în baia de metal topit și trage direct o sarcină precisă. Viteza de injecție poate fi reglată în faze: o primă fază lentă umple sistemul de rulare, iar o a doua fază rapidă umple cavitatea piesei pentru a preveni solidificarea prematură. Timpii de umplere pentru cavitatea în sine sunt adesea între 10 și 100 de milisecunde.
Pasul 4 — Intensificare și solidificare
Imediat după ce cavitatea se umple, mașina aplică o presiune de intensificare - o creștere secundară de presiune mai mare - pentru a împacheta mai mult metal și pentru a compensa contracția pe măsură ce turnarea se solidifică. Această presiune este menținută pentru o perioadă de timp, de obicei, de la una până la treizeci de secunde, în funcție de grosimea peretelui și de aliaj. Matrița în sine acționează ca un radiator; canalele sale interne de răcire transportă apă sau ulei termic pentru a extrage căldura rapid și constant. Răcirea mai rapidă permite cicluri mai scurte și o microstructură mai fină a piesei finite.
Pasul 5 — Deschiderea matriței și evacuarea părții
Odată ce metalul s-a solidificat suficient, unitatea de prindere se retrage și jumătățile matriței se separă. Turnarea rămâne pe o jumătate (jumătatea ejectorului) deoarece unghiurile de tiraj și geometria sunt astfel proiectate. Știfturi de evacuare - tije de oțel întărite introduse în matriță - înaintează și împinge piesa liberă. Știfturile lasă mici semne circulare martor pe suprafețele necritice ale turnării. Un robot sau un operator uman îndepărtează piesa și ciclul repornește.
Pasul 6 — Tunderea și finisarea
Turnarea brută iese atașată la sistemul de rulare și de poartă și adesea are fulger subțire de-a lungul liniilor de despărțire. O matriță de tăiere într-o presă hidraulică îndepărtează ghidajele și excesul de fulger într-o singură cursă. Finisarea ulterioară depinde de aplicație: sablare pentru suprafețe cosmetice, prelucrare CNC pentru găuri filetate sau găuri precise, tratament termic pentru aliaje structurale de aluminiu și acoperiri de suprafață cum ar fi anodizarea, acoperirea cu pulbere sau cromarea.
Camera fierbinte vs. turnare sub presiune cu camera rece
Cele două tipuri principale de mașini se potrivesc fiecare cu o gamă diferită de aliaje. Alegerea tipului greșit pentru un anumit material fie va distruge mașina, fie va produce piese de proastă calitate.
| Caracteristică | Camera fierbinte | Camera rece |
|---|---|---|
| Locația sistemului de injecție | Scufundat în metal topit | Separat de cuptor |
| Aliaje compatibile | Zinc, magneziu, plumb, staniu | Aluminiu, alamă, magneziu (temperatură ridicată) |
| Viteza de ciclu | Mai rapid (până la 18 injecții/min pentru zinc) | Mai lent (oalărea manuală adaugă timp) |
| Presiune maximă de injecție | ~2.500 psi | Până la 25.000 psi |
| Gama de dimensiuni ale piesei | Mic spre mediu | Mic spre foarte mare |
| Tendința la porozitate | Mai jos | Moderat (gestionat de controlul procesului) |
Mașinile cu cameră fierbinte nu pot fi utilizate cu aluminiu, deoarece aluminiul dizolvă fierul la temperaturi tipice de turnare, atacând rapid gâtul de gâscă și pistonul din oțel al sistemului de injecție scufundat. Mașinile cu cameră rece sunt alegerea corectă pentru turnarea sub presiune a aluminiului - metalul este topit într-un cuptor de reținere separat și intră doar în manșonul de împușcare imediat înainte de injectare, limitând timpul de expunere.
Materiale utilizate în turnarea sub presiune
Alegerea aliajului conduce aproape orice altă decizie din proces - tipul mașinii, materialul matriței, timpul ciclului și proprietățile piesei finale. Acestea sunt cele patru familii observate cel mai frecvent în operațiunile comerciale de turnare sub presiune.
Aliaje de aluminiu
Aluminiul reprezintă aproximativ 80% din toată producția de turnare sub presiune în greutate în America de Nord. Cele mai utilizate aliaje sunt A380, A383 și A360. A380 oferă un echilibru excelent de turnabilitate, rezistență (rezistență maximă la tracțiune în jur de 47.000 psi) și rezistență la coroziune, făcându-l alegerea implicită pentru carcasele pentru automobile și electronice de larg consum. Densitatea scăzută a aluminiului – aproximativ o treime din cea a oțelului – este un factor major al cererii, deoarece producătorii de automobile caută componente ușoare pentru a îndeplini obiectivele privind economia de combustibil și gama de vehicule electrice. Dezavantajul este o temperatură de turnare mai mare (aproximativ 1.200 ° F / 650 ° C), care scurtează durata de viață a matriței în comparație cu zincul.
Aliaje de zinc
Aliajele de zinc (Zamak 3, Zamak 5, ZA-8) sunt turnate la temperaturi mult mai scăzute (aproximativ 780 ° F / 415 ° C), ceea ce oferă sculelor o durată de viață dramatic mai lungă - adesea peste un milion de lovituri față de 100.000-400.000 pentru matrițele de aluminiu. Piesele din zinc pot fi turnate cu pereți extrem de subțiri (până la 0,4 mm) și detalii foarte fine ale suprafeței, motiv pentru care sunt folosite pentru feronerie decorativă, corpuri de blocare și componente mecanice mici de precizie. Zincul este mai dens decât aluminiul, dar costurile sale de procesare mai mici și durata de viață mai lungă a sculei îl fac adesea mai economic pentru piesele mici de volum mare.
Aliaje de magneziu
Magneziul este cel mai ușor metal structural în mod obișnuit turnat sub presiune, cu aproximativ 33% mai ușor decât aluminiul în volum. Aliaje precum AZ91D și AM60B sunt utilizate în structurile interioare ale autovehiculelor, șasiurile laptopurilor și corpurile de scule electrice, unde greutatea este principalul factor. Magneziul poate fi procesat în mașini cu cameră caldă sau rece, în funcție de aliajul specific și dimensiunea necesară a piesei. O considerație importantă de producție: magneziul este inflamabil sub formă fin divizată, astfel încât deșeurile și așchiile necesită o manipulare atentă și sisteme dedicate de stingere a incendiilor în instalație.
Aliaje pe bază de cupru (alama și bronz)
Aliajele de cupru necesită cele mai ridicate temperaturi de turnare - depășind adesea 1.650 ° F (900 ° C) - ceea ce scurtează semnificativ durata de viață a matriței și crește costurile cu energie. Cu toate acestea, turnările sub presiune din alamă și bronz oferă o rezistență excelentă la coroziune, o conductivitate electrică bună și un aspect premium care le face valoroase în fitingurile de instalații sanitare, conectori electrici și hardware arhitectural. Turnarea sub presiune din aliaj de cupru reprezintă o pondere mică, dar persistentă, din producția totală, deoarece niciun alt material nu se potrivește combinației sale de proprietăți la un cost comparabil pentru piesele de volum mediu.
Proiectare matrițe și scule
Matrița este elementul care necesită cel mai mult capital al procesului de turnare sub presiune, iar designul său determină în mod direct calitatea piesei, timpul ciclului și economia producției. O matriță proiectată prost va cauza probleme pe care nicio ajustare a mașinii nu le poate rezolva complet.
Materiale matrițe
Sculele de turnare sub presiune sunt realizate aproape universal din oțel pentru scule H13 pentru prelucrare la cald, întărit la aproximativ 44–48 HRC. H13 a fost selectat pentru că rezistă la oboseala termică - încălzirea și călirea repetate care ar sparge oțelurile mai mici în mii de cicluri. Calitățile premium de H13 cu controale chimice mai stricte și procesare de retopire cu arc în vid (VAR) pot prelungi semnificativ durata de viață a matriței. Pentru producția de aluminiu de mare volum, unele operațiuni folosesc oțeluri modificate, cum ar fi DIN 1.2367 sau clase de proprietate dezvoltate de furnizorii de scule.
Proiectarea sistemului de porți și rulare
Acolo unde metalul intră în cavitate - locația porții - controlează modelul de umplere, captarea aerului și contracția. Software-ul de simulare (Magmasoft, ProCAST, Flow-3D) este acum o practică standard pentru proiectarea matrițelor, permițând inginerilor să modeleze fluxul de metal, să prezică închiderile la rece, să identifice unde este probabil să se formeze porozitatea și să optimizeze amplasarea porții și a puțurilor de preaplin înainte de a tăia o singură bucată de oțel. Investiția în simulare înainte de fabricarea sculelor economisește în mod obișnuit mult mai mult decât costul său prin surprinderea problemelor care altfel ar necesita modificări costisitoare ale matriței.
Unghiuri de proiect și linii de despărțire
Fiecare perete vertical dintr-o turnare sub presiune trebuie să aibă un unghi de tragere - o ușoară conicitate - pentru a permite piesei să se elibereze din matriță fără a fi târâtă sau lipită. Unghiurile de tiraj tipice sunt de 1° până la 3° pentru suprafețele externe și 2° până la 5° pentru miezurile interne. Pereții cu curent zero sunt teoretic posibili cu acoperiri speciale sau trucuri de geometrie, dar adaugă costuri și riscuri. Linia de despărțire este locul în care cele două jumătăți de matriță se întâlnesc; localizarea corectă minimizează flash-ul, simplifică construcția instrumentului și face suprafețele cosmetice mai ușor de controlat.
Design sistem de răcire
Canalele interne de răcire găurite prin oțel matriță transportă apă cu temperatură controlată. Amplasarea lor în raport cu secțiunile groase ale piesei, unde căldura este concentrată, determină cât de uniform se solidifică turnarea și cât de repede poate rula ciclul. Răcirea conformă – canale care urmează contururile cavității matriței, mai degrabă decât să fie găurite drept – este fabricată din ce în ce mai mult prin inserții de fabricație aditivă, permițând o extracție mai agresivă a căldurii în zonele critice și reducerea timpului de ciclu de 15-25% în unele aplicații.
Parametrii cheie ai procesului și modul în care sunt controlați
Turnarea sub presiune nu este o operațiune de setare și uitare. Un proces stabil, de înaltă calitate necesită monitorizarea și controlul activ al unei game de variabile interdependente.
- Temperatura metalului: Prea fierbinte crește porozitatea de contracție și eroziunea matriței; prea rece cauzează greșeli și închideri la rece. Aluminiul este turnat de obicei la 1.250°F–1.350°F (677°C–732°C), în funcție de geometria piesei și grosimea peretelui.
- Viteza de injectare: Viteza de prima fază (lentă) umple alergătorul; viteza a doua fază (rapidă) umple cavitatea. Viteza porții - viteza cu care metalul trece prin poartă în piesă - este de obicei vizată între 100 și 180 ft/s pentru aluminiu.
- Presiunea de intensificare: Aplicată imediat după umplerea cavității, această presiune împachetează metalul care se solidifică pentru a reduce golurile de contracție. Presiunile tipice de intensificare pentru aluminiu sunt 8.000–15.000 psi.
- Temperatura matriței: Matrița trebuie să atingă și să mențină un echilibru termic – de obicei 300°F–500°F (150°C–260°C) pentru aluminiu – înainte ca piesele de producție să fie executate. O matriță rece provoacă defecte de suprafață; o matriță supraîncălzită prelungește timpul ciclului și accelerează oboseala termică.
- Asistență la vid: Unele configurații de turnare sub presiune folosesc linii de vid conectate la cavitatea matriței pentru a evacua aerul înainte de injectare. Eliminarea aerului reduce porozitatea gazului și permite viteze mai mari de injectare fără a capta gazul în piesă - deosebit de valoroasă pentru componentele structurale care vor fi tratate termic sau sudate.
Mașinile moderne de turnare sub presiune înregistrează datele procesului fiecărei împușcături — poziția pistonului, viteza, curbele de presiune — în timp real. Diagramele de control statistic al procesului semnalează atunci când parametrii se deplasează în afara limitelor stabilite, permițând inginerilor de proces să corecteze problemele înainte ca ratele de deșeuri să crească.
Defecte comune în turnarea sub presiune și cauzele acestora
Înțelegerea mecanismelor defectelor este esențială pentru depanarea procesului. Majoritatea defectelor provin de la un set relativ mic de cauze fundamentale.
Porozitate
Cel mai răspândit defect de turnare sub presiune. Există două tipuri: porozitatea gazoasă, cauzată de aerul sau hidrogenul dizolvat prins în timpul umplerii, și porozitatea de contracție, cauzată de metalul insuficient pentru a alimenta secțiunile contractante pe măsură ce se solidifică. Porozitatea gazului apare de obicei ca goluri rotunjite în apropierea suprafeței sau în ultimele zone de umplere. Porozitatea de contracție apare ca goluri neregulate, zimțate în secțiuni transversale groase. Remediile includ asistența în vid, designul optimizat al porții, presiunea de intensificare ajustată și reducerea grosimii peretelui prin reproiectarea pieselor.
Închideri la rece și alergări greșite
O închidere la rece apare ca o linie vizibilă pe suprafața de turnare, unde două fronturi de curgere de metal s-au întâlnit, dar nu s-au fuzionat corect deoarece s-au răcit prea mult înainte de a se îmbina. O greșeală este o umplere incompletă - o porțiune a cavității care pur și simplu nu a primit suficient metal înainte de a se solidifica. Ambele sunt cauzate de temperatura insuficientă a metalului, viteza de injecție prea mică, volumul inadecvat de metal sau răcirea excesivă a matriței. Creșterea temperaturii metalului, a vitezei de injectare sau a greutății de împușcare rezolvă de obicei aceste defecte.
Lipirea și eroziunea matrițelor
Lipirea are loc atunci când aliajul de aluminiu se lipește de oțelul matriței, trăgând materialul de pe suprafața piesei la ejectare și în cele din urmă formând depuneri pe matriță. Este condusă de reacția chimică dintre aluminiul topit și fierul din oțelul matriței, accelerată de temperatura ridicată a metalului și viteza mare a porții care afectează în mod repetat aceeași suprafață a matriței. Acoperirile de protecție (nitrurare, acoperiri PVD precum TiAlN), controlul temperaturii matriței și lubrifierea optimizată reduc frecvența de lipire. Cazurile severe necesită lustruirea matrițelor sau repararea sudurii.
Flash
Flash este o aripioară subțire de metal care se extrudă între jumătățile matriței sau în jurul știfturilor ejectorului. Rezultă din forța de strângere insuficientă, suprafețele uzate sau deteriorate ale liniilor de despărțire sau presiunea de injecție excesivă. Blițul minor este eliminat în presa de tăiere; clipirea persistentă indică o problemă cu mașina, matrița sau parametrii de proces care trebuie corectată înainte de a se agrava.
Variații și metode avansate de turnare sub presiune
Dincolo de turnarea sub presiune convențională, mai multe variante de proces se adresează cerințelor specifice ale pieselor sau obiectivelor de calitate pe care turnarea standard nu le poate îndeplini.
Turnare sub vid
Turnarea sub vid evacuează aerul din cavitatea matriței imediat înainte de injectare prin supape de vid dedicate. Presiunea aerului rezidual în cavitate este redusă la sub 50 mbar în sistemele avansate. Rezultatul este o porozitate semnificativ mai redusă a gazului, ceea ce permite ca piese turnate să fie tratate termic (T5 sau T6) și sudate - capabilități pe care turnarea standard nu le poate atinge în mod fiabil. Piesele structurale ale autovehiculelor, cum ar fi turnurile de șoc, stâlpii B și carcasele bateriilor sunt realizate din ce în ce mai mult în acest fel.
Turnare sub presiune semi-solidă (Thixocasting și Reoturnare)
În procesarea semisolidă, metalul este injectat la o temperatură între lichidus și solidus - într-o stare parțial solidificată, asemănătoare șlamului. Deoarece metalul este mai vâscos și umple matrița într-un mod mai puțin turbulent, mai laminar, captarea gazului este redusă semnificativ. Piesele produse prin reoturnare sau tixoturnare se pot apropia de nivelurile de porozitate ale pieselor forjate în unele geometrii. Procesul este mai complex și mai costisitor de utilizat decât turnarea sub presiune convențională, așa că este rezervat componentelor de mare valoare din industria aerospațială, sport cu motor și aplicații auto premium.
Strângeți turnarea
Turnarea prin presare folosește viteze de injecție mult mai mici, dar presiune foarte mare (adesea 10.000–30.000 psi) aplicată și menținută pe toată durata solidificării. Presiunea ridicată susținută suprimă porozitatea și rafinează microstructura, producând piese turnate cu proprietăți mecanice apropiate de cele ale pieselor forjate. Roțile de aluminiu pentru vehicule de înaltă performanță sunt o aplicație comună de turnare prin presare. Timpii ciclului sunt mai lungi decât turnarea sub presiune convențională, iar procesul necesită o proiectare mai atentă a matriței pentru distribuția presiunii.
Mega-casting (Gigacasting)
O dezvoltare recentă condusă în mare parte de industria vehiculelor electrice, mega-turnarea folosește mașini de 6.000 de tone sau mai mari pentru a produce piese turnate structurale din aluminiu unice care înlocuiesc ansambluri de zeci de piese din oțel ștanțate și sudate. Tesla a popularizat această abordare cu turnarea sub caroserie din spate, care consolidează aproximativ 70 de piese individuale într-o singură fotografie. Câțiva alți producători auto pun acum în funcțiune sau operează celule similare de turnare sub presiune de format mare. Cazul economic se bazează pe un număr redus de scule, linii de asamblare mai simple și costuri mai mici de îmbinare, deși necesită investiții inițiale foarte mari în mașină.
Turnarea sub presiune vs alte procese de turnare a metalelor
Turnarea sub presiune nu este singura modalitate de turnare a pieselor metalice și nu este întotdeauna cea potrivită. Înțelegerea unde se potrivește în raport cu alternativele ajută la selectarea procesului corect pentru un proiect dat.
| Proces | Costul sculelor | Cost pe parte (volum mare) | Precizie dimensională | Cel mai bun pentru |
|---|---|---|---|---|
| Turnare sub presiune la înaltă presiune | Mare (20.000 – 200.000 USD) | Foarte scăzut | Excelent | Piese neferoase de volum mare |
| Turnare permanentă cu matriță | Moderat | Scăzut | Bun | Volum mediu, pereți mai groși |
| Turnare de investiții | Moderat | Înalt | Foarte sus | Geometrie complexă, aliaje feroase, aerospațiale |
| Turnare cu nisip | Scăzut | Moderat to high | Sărac până la corect | Scăzut volume, large parts, iron/steel |
Decizia se reduce de obicei la volum. Sculele de turnare sub presiune pentru o piesă din aluminiu costă de obicei între 30.000 și 150.000 USD, în funcție de complexitate. Această investiție are sens la 50.000 sau mai multe părți pe an, dar este greu de justificat pentru câteva sute de unități. Pentru producția de volum redus, turnarea cu nisip sau turnarea cu investiții este mai economică, chiar dacă costul pe piesă este mai mare. Pentru aliajele feroase (oțel, fier), turnarea sub presiune nu este, în general, utilizată deloc - turnarea cu investiții, turnarea în nisip sau forjarea sunt alegerile potrivite.
Industrii și aplicații în care domină turnarea sub presiune
Combinația de viteză, precizie și capacitate de formare a turnării sub presiune a făcut din aceasta procesul de fabricație implicit pentru o gamă largă de categorii de produse din mai multe industrii.
- Automobile: Blocuri de motor (în unele configurații), carcase de transmisie, corpuri pompe de ulei, ansambluri suport, mânere de uși, carcase de oglinzi, roți (turnări) și componente structurale din ce în ce mai mari ale corpului în alb. Automobile este cea mai mare piață unică pentru turnarea sub presiune, reprezentând peste 50% din producția nord-americană în valoare.
- Electronice de larg consum: Șasiul laptopurilor și tabletelor, cadrele interne ale smartphone-urilor, corpurile camerei și structurile radiatorului beneficiază de combinația aluminiului de ușurință, conductivitate termică și rigiditate structurală.
- Echipamente industriale: Carcasele cutiei de viteze, corpurile pompelor, carcasele motorului și corpurile supapelor sunt produse în volume mari, cu grosime constantă a peretelui și integritate etanșă la presiune.
- Infrastructura de telecomunicatii: Carcasele stației de bază 5G și componentele de gestionare a căldurii folosesc turnarea sub presiune din aluminiu pentru combinația sa de ecranare EMI, performanță termică și stabilitate dimensională.
- Instalatii sanitare si HVAC: Fitinguri, supape și blocuri colectoare din alamă și aluminiu turnate sub presiune sunt instalate de milioane în fiecare an în construcțiile rezidențiale și comerciale.
- Unelte și aparate electrice: Carcasele motorului, cutiile de viteze și cadrele structurale pentru scule electrice, echipamente de gazon și aparate de uz casnic se bazează pe turnare sub presiune pentru toleranțe strânse și finisare bună a suprafeței la rate de producție ridicate.
La ce să vă așteptați în ceea ce privește toleranțele, finisarea suprafeței și timpul de livrare
Cumpărătorii și inginerii care specifică piese turnate sub presiune au nevoie de așteptări realiste cu privire la ceea ce poate și nu poate furniza procesul fără operațiuni secundare.
Toleranțe dimensionale
Turnarea sub presiune atinge toleranțe mai strânse decât turnarea cu nisip sau turnarea permanentă cu matriță, dar nu este un proces de prelucrare de precizie. Toleranțele de turnare de ±0,003 până la ±0,005 inchi pe inch sunt tipice pentru aluminiu. Caracteristicile care necesită un control mai strâns — găuri pentru rulmenți, poziții ale orificiilor filetate, suprafețe de îmbinare — necesită prelucrare CNC după turnare. Asociația de turnare sub presiune din America de Nord (NADCA) publică standarde detaliate de toleranță care sunt referință în industrie pentru specificarea pieselor turnate sub presiune.
Finisaj de suprafață
Suprafețele turnate pe aluminiu turnat sunt de obicei în intervalul de 63–125 Ra microinchi (1,6–3,2 Ra micrometri), ceea ce este suficient de neted pentru majoritatea scopurilor funcționale și cosmetice fără finisare ulterioară. Piesele turnate sub presiune din zinc pot obține suprafețe și mai fine ca turnate și pot lua electroplacarea direct, făcându-le preferate pentru feronerie decorativă care va fi placată cu crom sau nichel.
Timpul de livrare a sculelor și timpul de livrare parțial
Fabricarea sculelor pentru o matriță de turnare sub presiune de aluminiu de complexitate moderată necesită de obicei 8 până la 14 săptămâni de la aprobarea designului până la primele lovituri. Instrumentele simple pot fi completate mai rapid; matrițele mari, cu mai multe cavități sau complexe pot dura 16-20 de săptămâni. Odată ce sculele sunt dovedite și în producție, timpii de livrare pentru piese depind de cantitățile executate și de programare, dar sunt de obicei de 3-6 săptămâni pentru comenzile standard. Liniile dedicate de mare volum pot expedia piese cu o notificare mai scurtă odată ce programul de producție este stabilit.