Cele două metode de bază de turnare sub presiune: cameră caldă și cameră rece
Cele două metode de bază de turnare sub presiune sunt turnare sub presiune cu camera fierbinte şi turnare sub presiune cu camera rece . Aceste două procese împărtășesc același obiectiv fundamental - forțarea metalului topit într-o matriță de oțel întărit sub presiune mare pentru a produce piese precise și repetabile - dar diferă semnificativ în modul în care metalul este topit, manipulat și injectat. Alegerea unei metode greșite pentru geometria aliajului sau a piesei dvs. poate duce la umplere slabă, porozitate excesivă, uzură prematură a matriței și rate costisitoare de deșeuri. Înțelegerea a ceea ce separă aceste două metode este punctul de plecare pentru orice decizie serioasă de turnare sub presiune.
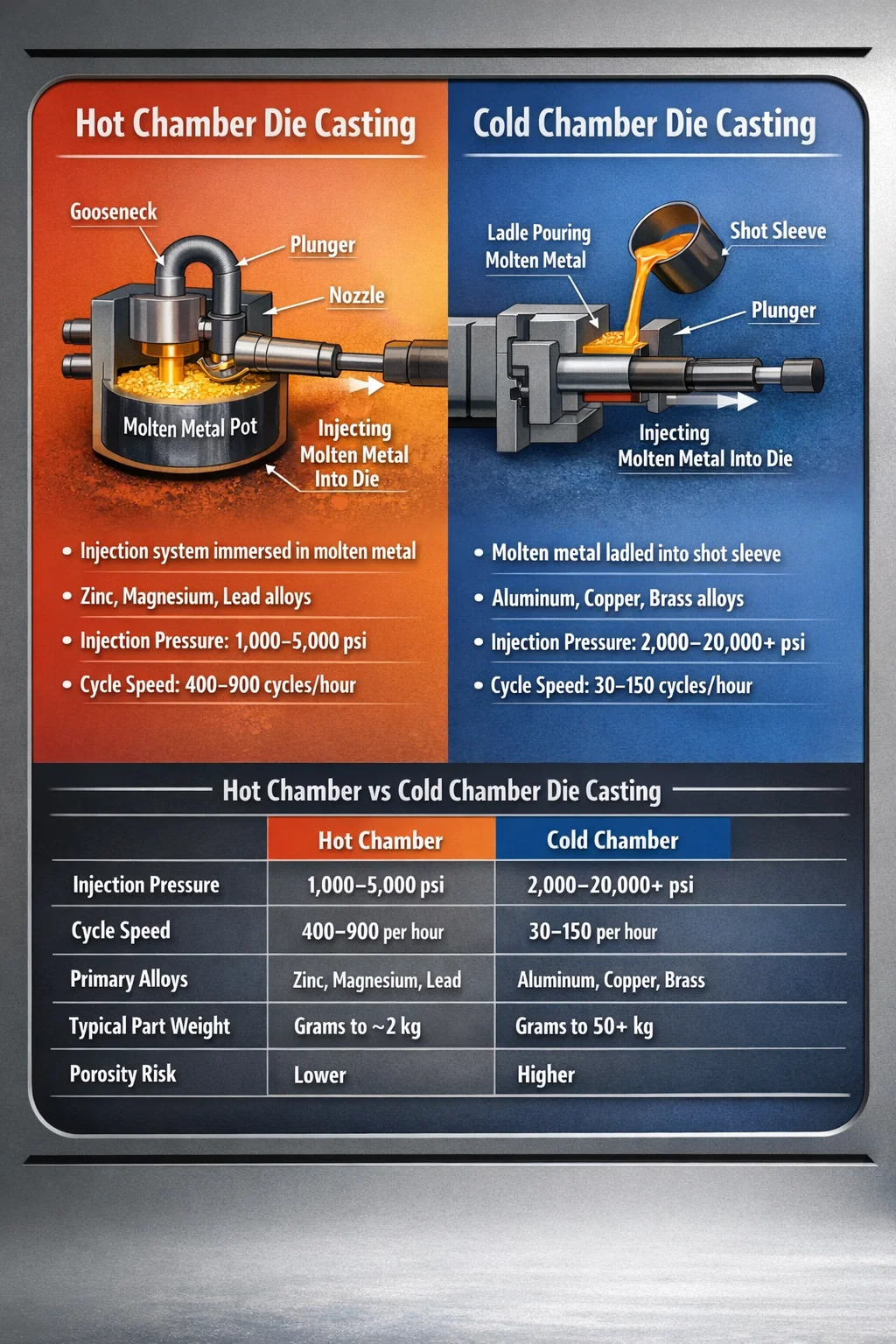
În cameră fierbinte turnare sub presiune , mecanismul de injectare este scufundat direct în baia de metal topit. Mașina atrage metalul în cilindru automat și îl injectează în matriță într-un ciclu continuu, rapid. În turnarea sub presiune cu cameră rece, metalul este topit într-un cuptor separat și apoi introdus - manual sau automat - într-un manșon de împușcare înainte de fiecare ciclu de injecție. Fiecare metodă are aliaje specifice pe care le manipulează bine, intervale de presiune specifice în care operează și volume de producție specifice în care are sens economic.
Turnare sub presiune cu cameră fierbinte: Cum funcționează procesul
Turnarea sub presiune cu cameră fierbinte - uneori numită turnare cu gât de găină - menține sistemul de injecție permanent scufundat într-un vas de metal topit. Componentele de bază sunt un canal metalic în formă de gât de găină, un piston și o duză care se așează direct pe matriță. Când pistonul se retrage, metalul topit curge printr-un orificiu în gâtul de gâscă. Când pistonul avansează, etanșează portul și forțează metalul să treacă prin duză și să intre în cavitatea matriței la presiuni de obicei variind de la 1.000 până la 5.000 psi (7 până la 35 MPa) .
Deoarece metalul nu părăsește niciodată sistemul de încălzire între fotografii, ciclul este extrem de rapid. Mașinile cu cameră fierbinte realizează în mod obișnuit 400 până la 900 de cicluri pe oră pentru piese mici, făcându-le potrivite pentru producția de volum mare de componente, cum ar fi conectori electrici, carcase de carburator, hardware de blocare și piese de jucărie. Eliminarea etapei separate de oală reduce atât timpul de ciclu, cât și riscul de variație a temperaturii între lovituri.
Aliaje compatibile cu turnarea cu camera fierbinte
Turnarea sub presiune cu cameră fierbinte este limitată la aliaje cu punct de topire scăzut care nu atacă sau dizolvă componentele din fier și oțel ale sistemului de injecție. Cele mai comune materiale sunt:
- Aliaje de zinc (Zamak 2, 3, 5, 7) - de departe cele mai utilizate, cu puncte de topire în jur de 380–420°C
- Aliaje de magneziu (AZ91D, AM60) - utilizate din ce în ce mai mult în sistemele cu camere fierbinți cu modele de mașini specializate
- Aliaje de plumb și staniu — utilizate în aplicații specializate de volum redus
Aluminiul, cuprul și alama nu pot fi prelucrate în mașinile cu cameră fierbinte. Temperaturile lor de topire mai ridicate - aluminiul se topește în jur de 660 ° C, alama în jur de 900 ° C - ar dizolva rapid componentele pe bază de fier ale gâtului de gâscă și ale pistonului, distrugând mașina și contaminând topitura în câteva ore de funcționare.
Tonajul mașinii și dimensiunea pieselor în operațiunile cu camere fierbinți
Mașinile cu cameră fierbinte sunt în general disponibile în forțele de strângere de la sub 5 tone până la aproximativ 900 tone , deși majoritatea lucrărilor în cameră fierbinte se desfășoară pe mașini de la 5 la 400 de tone. Greutățile pieselor pentru piese turnate de zinc variază de obicei de la câteva grame până la aproximativ 2 kg, deși piese mai grele sunt posibile pe mașinile mai mari. Pereții subțiri realizabili cu zinc - în mod obișnuit până la 0,5 mm în scule de precizie - fac turnarea în cameră fierbinte procesul de bază pentru componentele miniaturizate și detaliate.
Turnare sub presiune cu cameră rece: cum funcționează procesul
Turnarea sub presiune cu cameră rece separă în întregime cuptorul de topire de sistemul de injecție. Metalul este topit într-un cuptor de reținere extern, apoi transferat - cu o oală manuală, o oală automată sau o pompă electromagnetică - într-un manșon orizontal sau vertical. Odată ce volumul corect de metal este în manșon, pistonul de injecție avansează și forțează metalul în matriță la presiuni care sunt substanțial mai mari decât echipamentul cu cameră fierbinte: de obicei 2.000 până la 20.000 psi (14 până la 140 MPa) , cu unele operațiuni de înaltă presiune depășind acest interval pentru piesele din aluminiu cu pereți subțiri.
Separarea cuptorului de mașină înseamnă că componentele de injecție nu sunt expuse continuu la metalul topit. Ele sunt expuse doar în timpul scurt al împușcării, ceea ce permite utilizarea metalelor care ar distruge un sistem de cameră fierbinte. Compensația este un timp de ciclu mai lent - majoritatea operațiunilor cu camera rece rulează la 30 până la 150 de fotografii pe oră în funcție de greutatea piesei, grosimea peretelui și aliajul - și pași suplimentari de proces care pot introduce variații de temperatură dacă nu sunt controlate cu atenție.
Aliaje utilizate în turnarea sub presiune cu cameră rece
Turnarea sub presiune cu cameră rece se ocupă de o gamă largă de aliaje cu temperaturi de topire mai ridicate, inclusiv:
- Aliaje de aluminiu (A380, A383, A360, ADC12) — materialul dominant în lucrul în cameră rece, utilizat în industria auto, aerospațială și electronică de larg consum
- Aliaje de cupru și alamă — folosit pentru componente de instalații sanitare, conectori electrici și feronerie marine, unde rezistența la coroziune și rezistența contează
- Aliaje de magneziu (AZ91D, AM50) - din ce în ce mai frecvent în camera rece pentru piese structurale mari, deși magneziul este procesabil și în sistemele cu camere fierbinți
- Tombac de silicon și aliaje speciale pe bază de cupru — utilizat în aplicații de precizie de nișă
Aliajul de aluminiu A380 este cel mai utilizat aliaj de turnare sub presiune din lume și, practic, totul este procesat prin mașini cu cameră rece. Oferă o combinație excelentă de turnabilitate, rezistență mecanică (rezistență la tracțiune de aproximativ 317 MPa), rezistență la coroziune și costuri, motiv pentru care domină turnarea structurală auto, radiatoarele și carcasele motoarelor.
Tonajul mașinii și scara piesei
Mașinile cu cameră rece se scalează substanțial mai mult decât echipamentele cu cameră caldă. Forțele de prindere variază din jur 150 de tone până la 6.000 de tone sau mai mult pentru mașinile de mega-turnare utilizate acum în aplicațiile de gigacasting auto. O presă cu cameră rece de 4.000 de tone, folosită de un producător de automobile, poate produce o secțiune completă a caroseriei din spate a unui vehicul - o singură turnare de aluminiu care înlocuiește peste 70 de piese din oțel ștanțate și sudate - într-o singură lovitură. Tesla a popularizat această abordare cu tehnologia sa Giga Press, iar de atunci abordarea a fost adoptată de mai mulți OEM din întreaga lume.
Comparație directă: camera fierbinte vs turnarea sub presiune cu cameră rece
Tabelul de mai jos rezumă diferențele critice dintre cele două metode de turnare sub presiune în ceea ce privește parametrii care contează cel mai mult în planificarea producției:
| Parametru | Camera fierbinte | Camera rece |
|---|---|---|
| Presiunea de injectare | 1.000–5.000 psi | 2.000–20.000 psi |
| Viteza de ciclu | 400–900 cicluri/oră | 30-150 cicluri/oră |
| Aliaje primare | Zinc, magneziu, plumb | Aluminiu, cupru, alama, magneziu |
| Gama de tonaj al mașinii | 5-900 tone | 150–6.000 de tone |
| Expunerea la temperatura metalului la mașină | Continuă | Numai per shot |
| Greutatea obișnuită a părții | Grame până la ~2 kg | Grame până la 50 kg |
| Risc de porozitate | Mai jos (mai puține oportunități de antrenare a aerului) | Mai mare (necesită un control atent al profilului de fotografiere) |
| Costul sculelor | Mai mic spre moderat | Moderat spre ridicat |
Considerații de proiectare a matrițelor care diferă între cele două metode
Matrița în sine - matrița din oțel de scule H13 întărită în care este forțat metalul topit - este similară conceptual în ambele procese, dar cerințele de inginerie diferă în funcție de presiunile implicate și de sarcinile termice aplicate.
Proiectare porți și sisteme de rulare
În cameră fierbinte dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 până la 50 m/s .
Matrițele cu cameră rece pentru aluminiu necesită o geometrie atentă a ghidajului pentru a gestiona vâscozitatea mai mare a aluminiului la temperatura de turnare și riscul de solidificare prematură în timpul umplerii. Vitezele porții pentru aluminiu sunt de obicei vizate 40 până la 60 m/s , iar profilul de împușcare — fază lentă, fază rapidă și presiune de intensificare — trebuie programat cu precizie pentru a evita umplerea turbulentă, care este factorul principal al porozității în turnările de aluminiu.
Managementul termic și durata de viață a matriței
Ambele tipuri de matrițe se bazează pe canalele interne de răcire cu apă sau ulei pentru a gestiona căldura, dar matrițele din aluminiu cu cameră rece se confruntă cu șoc termic mai mare din cauza diferenței mai mari de temperatură dintre topitura de aluminiu (~680°C la turnare) și temperatura suprafeței matriței (menținută de obicei la 180-260°C). Acest ciclu termic este motorul principal al verificării căldurii - rețeaua de fisuri de suprafață fine care în cele din urmă degradează calitatea suprafeței matriței. Motoarele cu cameră rece H13 pentru aluminiu au de obicei o durată de viață de 100.000 până la 300.000 de fotografii , în timp ce matrițele de zinc din camera fierbinte pot rula 1 milion de fotografii sau mai mult înainte de a necesita o reluare semnificativă.
Porozitatea: Provocarea cheie a calității în ambele metode
Porozitatea - goluri în turnare cauzate de gazul prins sau de contracție - este preocuparea dominantă a defectelor în turnarea sub presiune, indiferent de metoda utilizată, dar cauzele și soluțiile sale diferă între procesele în cameră caldă și rece.
În cameră fierbinte die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
În turnarea sub presiune cu cameră rece, manșonul deschis este sursa majoră de antrenare a aerului. Pe măsură ce pistonul avansează, acesta trebuie să împingă înaintea metalului un slip de aer conținut în manșon. Viteza adecvată de lovitură lentă - de obicei 0,1 până la 0,5 m/s în timpul primei faze — permite formarea unui val de metal și împinge aerul înainte către puțurile de preaplin și orificiile de ventilație înainte de a începe injecția rapidă. Obținerea greșită a acestui punct de tranziție chiar și cu câțiva milimetri de cursă a pistonului poate duce la niveluri de porozitate cu 10 până la 20% mai mari în piesa finită. Turnarea sub presiune asistată de vid, care evacuează cavitatea matriței și manșonul de împușcare înainte de injectare, poate reduce porozitatea pieselor din aluminiu din camera rece până la niveluri care permit tratamentul termic și sudarea structurală - capabilități care nu sunt posibile cu turnarea convențională din aluminiu turnat sub presiune.
Când să alegeți turnarea sub presiune cu cameră fierbinte
Turnarea sub presiune cu cameră fierbinte este alegerea potrivită atunci când se aplică următoarele condiții:
- Materialul piesei este zinc, magneziu sau alt aliaj cu punct de topire scăzut compatibil cu sistemul de gât de gâscă
- Volumele de producție sunt mari – în general peste 50.000 până la 100.000 de piese anual pentru a justifica investiția în scule
- Greutatea părții este relativ mică, de obicei sub 1 până la 2 kg pentru zinc
- Precizia dimensională este critică - turnarea sub presiune a zincului realizează în mod obișnuit toleranțe de ±0,05 mm pentru caracteristicile critice fără prelucrare secundară
- Sunt necesari pereți subțiri - zincul poate fi turnat la grosimi de perete sub 0,5 mm cu scule optimizate
- Calitatea finisajului suprafeței este o prioritate - piesele turnate cu zinc au o suprafață excelentă ca turnare, potrivită pentru placare directă sau vopsire fără o pregătire extinsă
Industriile obișnuite care utilizează turnarea sub presiune cu cameră fierbinte includ electronice de larg consum (conectori, console, balamale), auto (corpuri de blocare, componente ale sistemului de combustibil, carcase pentru senzori), feronerie (mânere de uși, accesorii pentru mobilă) și jucării și articole noutate.
Când să alegeți turnarea sub presiune cu cameră rece
Turnarea sub presiune în cameră rece este procesul potrivit atunci când:
- Aliajul este aluminiu, cupru, alamă sau un material cu punct de topire înalt incompatibil cu echipamentele cu cameră fierbinte
- Dimensiunea și greutatea pieselor depășesc limitele practice ale echipamentelor cu cameră fierbinte
- Este necesară performanța structurală - turnarea sub presiune din aluminiu oferă un raport rezistență-greutate semnificativ mai bun decât zincul pentru aplicații portante
- Este necesară rezistența la coroziune în medii dure - stratul de oxid natural al aluminiului oferă o protecție pe care aliajele de zinc din unele medii nu o pot egala fără acoperire.
- Aplicația este în sistemele de propulsie auto, suporturi aerospațiale sau echipamente industriale unde combinația dintre greutatea ușoară și integritatea structurală justifică costul mai mare al sculelor și al mașinii.
Principalele aplicații de turnare sub presiune cu cameră rece includ carcase de transmisie auto, blocuri de motoare, carcase pentru baterii de vehicule electrice, șasiu de server de computer, corpuri de supape hidraulice și componente ale motoarelor maritime. Numai piața globală a turnării sub presiune a aluminiului a fost evaluată la peste 50 de miliarde USD în 2023 , reflectând dominația turnării de aluminiu cu cameră rece în producția modernă.
Structura costurilor: scule, timpul mașinii și economie pe piesă
Economia turnării sub presiune depinde în mare măsură de metoda utilizată, deoarece cele două procese au profiluri de cost foarte diferite.
Costuri cu scule
Sculele de turnare sub presiune sunt costisitoare indiferent de metodă, deoarece matrițele trebuie să reziste la milioane de cicluri de presiune într-un mediu abraziv, solicitant termic. Morile de zinc cu cameră fierbinte pentru piese moderat complexe costă de obicei între 15.000 $ și 80.000 $ . Morile din aluminiu cu cameră rece pentru o complexitate comparabilă costă mai mult - adesea 30.000 USD până la 150.000 USD sau mai mult — deoarece presiunile mai mari de injecție necesită o construcție mai robustă a matriței și o inginerie mai complexă a circuitului de răcire. Moarele structurale mari cu cameră rece pentru aplicații auto pot rula 500.000 USD sau mai mult .
Cost pe parte și volum de prag de rentabilitate
Deoarece turnarea sub presiune are costuri fixe ridicate (unelte, instalare) și costuri variabile relativ mici pe piesă (metal, timp de mașină, forță de muncă), ambele metode sunt cele mai economice la volume mari. Punctul de rentabilitate - în care turnarea sub presiune devine mai ieftină decât alternative precum turnarea cu nisip, turnarea cu investiții sau prelucrarea din țagle - variază în funcție de complexitatea piesei, dar este în general atins undeva între 10.000 și 50.000 de piese pentru zinc cu camera fierbinte si 20.000 și 100.000 de piese pentru aluminiu cu cameră rece, în funcție de dimensiunea piesei și complexitatea caracteristicilor.
Costul materialului este un alt factor de diferențiere. Aliajul de zinc (Zamak 3) costă aproximativ 2,00 USD–2,50 USD per kg la prețurile tipice ale contractelor industriale. Aliajul de aluminiu A380 merge mai aproape de 2,50 USD–3,50 USD per kg , dar densitatea mai mică a aluminiului (2,7 g/cm³ față de 6,6 g/cm³ a zincului) înseamnă că pentru un anumit volum al piesei, o turnare din aluminiu folosește mult mai puțin metal în greutate, compensând parțial diferența de preț.
Variații emergente ale celor două metode de turnare sub presiune
În timp ce camera caldă și camera rece rămân cele două metode fundamentale de turnare sub presiune, s-au dezvoltat mai multe variante de proces pentru a aborda limitările specifice ale fiecăreia.
Turnare sub vid
Aplicată ambelor metode, dar deosebit de importantă pentru aluminiul cu cameră rece, turnarea sub vid evacuează cavitatea matriței și manșonul de împușcare înainte de injectare, reducând porozitatea gazului la niveluri care permit tratamentul termic T5 și T6. Acest lucru face ca piesele turnate structurale din aluminiu să fie sudate și potrivite pentru aplicații critice pentru siguranță, cum ar fi structurile auto și componentele suspensiei. Mașinile cu cameră rece asistate de vid adaugă costuri și complexitate, dar pot reduce ratele de deșeuri 30 până la 50% în aplicații sensibile la porozitate.
Turnare sub presiune semi-solidă (Thixocasting și Reoturnare)
Procesele de turnare a metalelor semisolide — tixoturnare și reoturnare — injectează metalul într-o stare semisolidă, asemănătoare șlamului, mai degrabă decât topit complet. Acest lucru reduce drastic porozitatea deoarece metalul nu transportă gaz dizolvat în același mod ca metalul complet lichid, iar modelul de umplere non-turbulent captează mult mai puțin aer. Procesele semi-solide sunt construite în jurul platformelor de mașini cu cameră rece, dar folosesc profile de împușcare modificate și pregătire specializată a țaglelor. Rezultatul sunt piese turnate cu proprietăți mecanice apropiate de cele ale pieselor forjate. Piesele din aluminiu reocast A356 ating rezistența la tracțiune de mai sus 310 MPa cu alungire de 10% sau mai mult — semnificativ mai bun decât turnarea convențională cu cameră rece A380.
Strângeți turnarea
Turnarea prin presare - uneori clasificată ca a treia categorie de turnare sub presiune - combină principiile turnării sub presiune și forjare. Metalul este turnat într-o matriță deschisă, apoi un pumn aplică o presiune de 50 până la 150 MPa pe măsură ce metalul se solidifică, eliminând complet porozitatea de contracție. Procesul folosește platforme de mașini cu cameră rece și produce piese cu porozitate aproape de zero și proprietăți mecanice excelente, dar este mai lent și mai costisitor decât turnarea convențională în cameră rece. Este utilizat pentru componente aerospațiale, etriere de frână auto și alte aplicații cu stres ridicat.
Cum să selectați metoda potrivită de turnare sub presiune pentru partea dvs
Selectarea procesului corect de turnare sub presiune începe cu aliajul, deoarece aliajul nu este negociabil în majoritatea modelelor. Dacă cerințele de inginerie necesită aluminiu - pentru greutate, rezistență sau performanță termică - camera rece este singura opțiune practică în turnarea sub presiune. Dacă zincul este acceptabil sau preferat pentru precizie, capacitatea sa de pereți subțiri și compatibilitatea cu placarea, camera fierbinte devine calea mai rapidă și mai ieftină.
După selectarea aliajului, următoarele întrebări ajută la restrângerea deciziei:
- Care este volumul anual? Ambele metode au nevoie de volum pentru a fi economice, dar aluminiul cu cameră rece necesită mai mult volum pentru a compensa costurile mai mari de scule.
- Care este greutatea piesei și greutatea proiectată a loviturii? Piesele de peste 2 kg în zinc sunt neobișnuite; piesele de peste 5 kg din aluminiu pot necesita mașini cu cameră rece foarte mari.
- Sunt prezente caracteristici sensibile la porozitate? Pasajele hidraulice etanșe la presiune sau nodurile structurale care vor fi sudate necesită o cameră rece asistată de vid sau o prelucrare semisolidă.
- Ce finisaj de suprafață este necesar? Piesele turnate cu camera fierbinte din zinc acceptă galvanizarea direct; Piesele turnate din aluminiu cu cameră rece sunt de obicei acoperite cu pulbere, anodizate sau lăsate goale.
- Care este mediul de operare? Temperaturile ridicate peste 150°C descalifică aliajele de zinc din cauza pierderii rezistenței; aluminiul funcționează bine la 200–250°C, în funcție de aliaj.
Trecerea la aceste întrebări cu o turnătorie de turnare sub presiune în timpul fazei de proiectare – înainte ca sculele să fie angajate – este cea mai fiabilă modalitate de a ajunge la procesul potrivit pentru aplicația dumneavoastră. Examinarea proiectării pentru fabricație (DFM) de către un inginer de turnare sub presiune cu experiență poate identifica unghiurile de tragere, tranzițiile grosimii peretelui și pozițiile liniei de separare care afectează tipul de mașină și metoda de injecție care vor oferi cea mai mică rată de deșeuri și cea mai lungă durată de viață a matriței pentru geometria dvs. specifică a piesei.