Acasă / Ştiri / Știri din industrie / De ce turnarea cu nisip bate turnarea sub presiune pentru multe aplicații
Răspunsul scurt: turnarea cu nisip câștigă în funcție de cost, flexibilitate și amploare
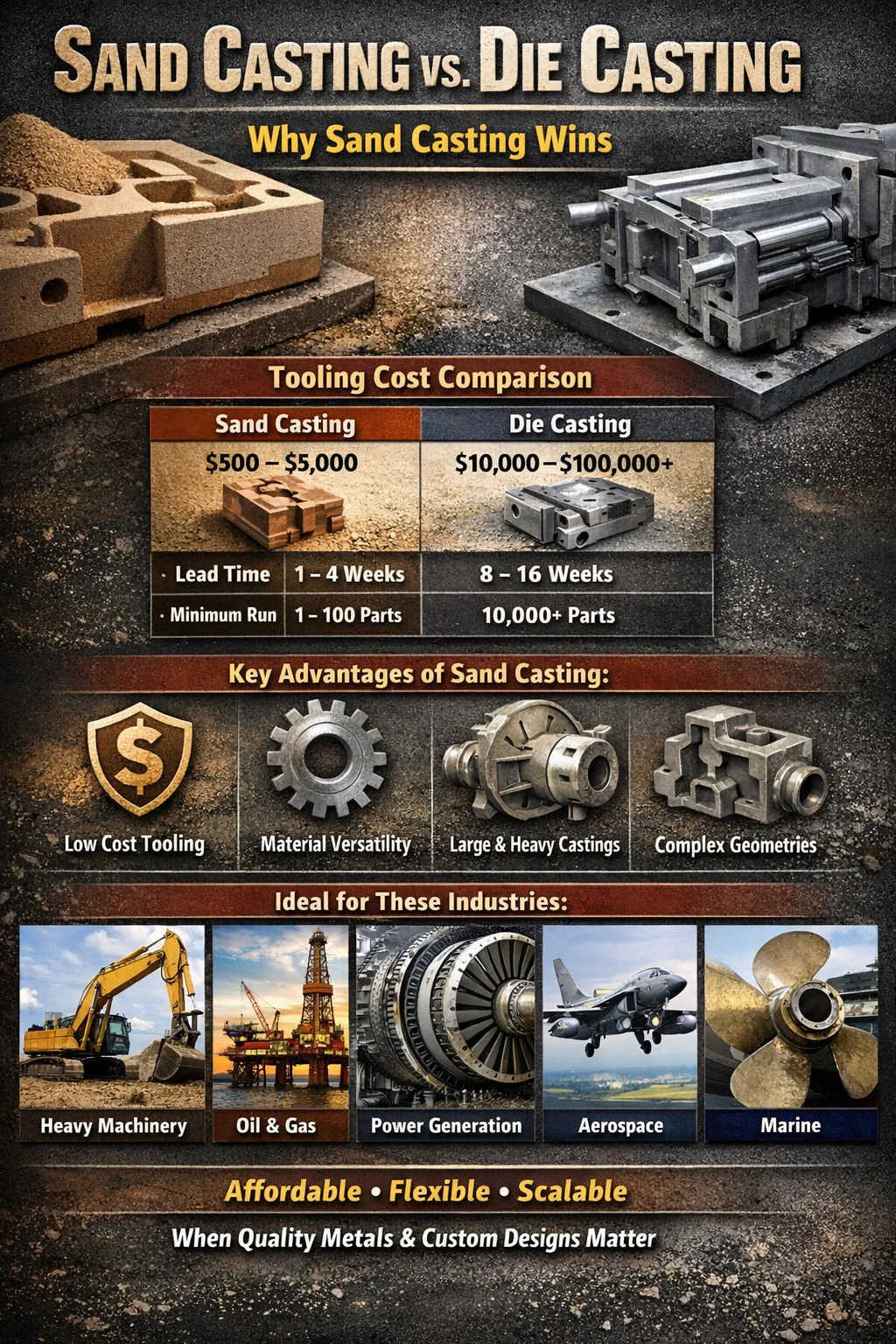
Dacă alegeți între turnarea în nisip și turnarea sub presiune, decizia se rezumă la ceea ce aveți nevoie cu adevărat. Turnarea cu nisip este mai bună decât turnarea sub presiune atunci când bugetele de scule sunt reduse, când piesele sunt mari sau complexe din punct de vedere geometric, când sunt implicate volume de producție mici până la medii sau când trebuie utilizate metale feroase precum oțelul și fierul. Turnarea sub presiune excelează în producția de volum mare de piese mici, cu pereți subțiri din aluminiu sau zinc, unde finisarea suprafeței și consistența dimensională sunt critice. Dar pentru o gamă largă de aplicații industriale, de inginerie și prototip, turnarea cu nisip rămâne alegerea mai practică și mai economică.
Diferența fundamentală constă în scule. O matriță de turnare sub presiune poate costa oriunde 10.000 USD până la peste 100.000 USD , în timp ce un model de turnare cu nisip costă de obicei între 500 $ și 5.000 $ . Pentru orice, cu excepția producției de masă, de sute de mii, doar acel decalaj face ca turnarea de nisip să devină o decizie financiară mai inteligentă.
Costul sculelor: unde turnarea cu nisip are un avantaj decisiv față de turnarea sub presiune
Turnarea sub presiune necesită matrițe din oțel călit care trebuie să reziste la mii de cicluri de injecție sub presiune extremă - adesea între 1.500 și 25.000 psi. Fabricarea acestor matrițe necesită prelucrare de precizie, tratament termic și verificare extinsă a calității. Timpul de livrare pentru o matriță de turnare sub presiune este de obicei 8 până la 16 săptămâni , iar odată construite, modificările sunt costisitoare sau imposibile fără a casa întregul instrument.
Modelele de turnare cu nisip, în schimb, sunt realizate din lemn, rășină sau aluminiu. Sunt mult mai simplu de fabricat, mai ușor de modificat și dramatic mai ieftine. Dacă este necesară o modificare a designului după producția inițială, un model de turnare în nisip poate fi reluat sau reconstruit cu o fracțiune din costul modificării unei matrițe de turnare sub presiune.
Pentru dezvoltarea de prototipuri și inginerie iterativă, această diferență este transformativă. O echipă de produs care dezvoltă o carcasă de pompă industrială sau un suport personalizat poate testa trei sau patru iterații de proiectare în turnarea în nisip pentru același cost ca o singură matriță de turnare sub presiune. Acest lucru accelerează termenele de dezvoltare a produselor și reduce riscul financiar în fazele incipiente ale unui proiect.
| Factorul | Turnare cu nisip | Turnare sub presiune |
|---|---|---|
| Costul tipic de scule | 500 USD – 5.000 USD | 10.000 USD – 100.000 USD |
| Timp de livrare pentru scule | 1 – 4 săptămâni | 8 – 16 săptămâni |
| Costul modificării designului | Scăzut | Foarte sus |
| Funcție minimă viabilă | 1 – 100 de piese | 10.000 de piese |
Versatilitatea materialului: turnarea în nisip funcționează cu metale Turnare sub presiune Nu se poate descurca
Aceasta este una dintre cele mai semnificative limitări tehnice ale turnării sub presiune, care adesea nu este recunoscută. Turnarea sub presiune se limitează în mare parte la metale neferoase cu puncte de topire relativ scăzute - în primul rând aluminiu (punct de topire ~1220 °F / 660 °C), zinc (~787 °F / 419 °C) și magneziu (~1202 °F / 650 °C). Motivul este simplu: temperaturile extreme necesare pentru a topi metalele feroase ar distruge matrițele de oțel în scurt timp.
Turnarea cu nisip nu are o astfel de restricție. Este folosit de obicei cu:
- Fontă cenușie și fontă ductilă (punct de topire ~2.100 ° F / 1.150 ° C)
- Oțel carbon și oțel inoxidabil (~2.500–2.800°F / 1.370–1.538°C)
- Cupru și aliaje de alamă (~1.750–1.980°F / 955–1.082°C)
- Aliaje și superaliaje de nichel utilizate în aplicații aerospațiale și energetice
- Aluminiu și aliaje de aluminiu (compatibile cu ambele procese)
Pentru industriile care depind de componente din fier sau oțel, cum ar fi mașinile grele, echipamentele de construcții, mașinile agricole și inginerie marină, turnarea cu nisip nu este doar o preferință. Este singura opțiune de turnare viabilă. Luați în considerare asta fierul cenușiu reprezintă aproximativ 70% din toate piesele turnate produse la nivel global , iar aproape tot acest volum este realizat prin turnare cu nisip. Numai acea statistică semnalează unde procesul domină cu adevărat.
Fonta ductilă, în special, oferă o combinație de rezistență la tracțiune, ductilitate și prelucrabilitate, ceea ce o face un material preferat pentru angrenaje, arbori cotiți, componente hidraulice și piese structurale. Niciuna dintre aceste aplicații nu este accesibilă prin turnare sub presiune. Turnarea cu nisip este poarta de acces către întreaga gamă de metale de inginerie, nu doar subsetul care se încadrează în constrângerile termice ale turnării sub presiune.
Dimensiunea și greutatea piesei: cântare de turnare în nisip unde nu se poate turna sub presiune
Mașinile de turnare sub presiune sunt puternice, dar sunt constrânse fizic. Chiar și cele mai mari mașini de turnare sub presiune de înaltă presiune în uz comercial depășesc producția de piese care cântăresc în jur 50 până la 75 de lire (22 până la 34 kg) . Matrița în sine trebuie să se încadreze în dimensiunea platanului mașinii, iar presiunile de injecție implicate fac piesele foarte mari nepractice din punct de vedere structural.
Turnarea cu nisip este limitată de aproape nimic în ceea ce privește dimensiunea sau greutatea. Blocurile motoare, carcasele turbinelor, carcasele pompelor, elicele navelor și corpurile supapelor industriale sunt turnate în mod regulat în nisip. Cântărirea pieselor câteva tone nu sunt neobișnuite în sectoare precum generarea de energie, minerit și petrol și gaze offshore. O singură componentă din fontă turnată cu nisip pentru un motor diesel mare poate cântări 500 de lire sau mai mult - complet în afara intervalului oricărui proces de turnare sub presiune.
Această scalabilitate înseamnă că, pentru inginerii care lucrează la echipamente mari de capital sau la componente structurale, turnarea cu nisip nu este aleasă decât turnarea sub presiune ca compromis - este singurul proces care poate produce fizic ceea ce este necesar. Forma este pur și simplu reconstruită din nisip de fiecare dată, astfel încât nu există nicio limită de plată a mașinii, nicio constrângere a capacității matriței și nici un plafon de presiune de injecție de care să se rezolve.
Complexitate geometrică și caracteristici interne: turnarea cu nisip oferă mai multă libertate de proiectare
Turnarea sub presiune utilizează matrițe metalice rigide care trebuie să se deschidă și să se închidă într-o linie dreaptă, ceea ce înseamnă că fiecare caracteristică a piesei trebuie să fie orientată pentru a permite separarea matriței fără a subtapa sculele. Pasajele interne complexe, cavitățile adânci și decupările sunt fie imposibile, fie necesită mecanisme costisitoare de acțiune laterală care adaugă cheltuieli semnificative matriței.
Turnarea cu nisip folosește matrițe și miezuri consumabile. Un miez este o formă separată de nisip plasată în interiorul cavității matriței pentru a crea goluri interne - camere goale, pasaje, canale și geometrii interne complexe care ar fi imposibile fizic într-o matriță rigidă. Această capacitate este motivul pentru care turnarea cu nisip este utilizată pentru blocurile motoare cu cămăși de apă, colectoare cu pasaje interne de curgere și corpuri de supape cu canale interne multiple.
Ce permit miezurile în turnarea cu nisip
- Canale de răcire interne în componentele motorului și turbinei
- Secțiuni structurale goale care reduc greutatea fără a sacrifica rezistența
- Canale complexe de curgere a fluidului în carcasele pompei și supapelor
- Geometrii subdecupate care ar bloca o piesă în interiorul unei matrițe rigide
- Mai multe cavități interne care se intersectează într-o singură turnare
Turnarea sub presiune poate produce miezuri folosind inserții solubile sau cu rupere în unele aplicații, dar acest lucru adaugă costuri și complexitate procesului care erodează rapid avantajele de eficiență pe care le oferă în mod normal turnarea sub presiune. Pentru piesele în care geometria interioară este o prioritate de proiectare, turnarea cu nisip este superioară din punct de vedere arhitectural.
Cerințele privind grosimea peretelui diferă, de asemenea, semnificativ. Turnarea sub presiune poate produce pereți foarte subțiri – uneori la fel de subțiri ca 0,040 inchi (1 mm) — care este excelent pentru piese de consum ușoare sau pentru piese auto. Dar impune și cerințele de uniformitate pentru a se asigura că fluxul de metal umple matrița. Turnarea cu nisip este mai tolerantă la diferitele grosimi ale pereților dintr-o singură piesă, ceea ce oferă inginerilor proiectanți o mai mare libertate atunci când creează structuri complexe cu secțiuni groase și subțiri.
Volumul de producție: de ce turnarea cu nisip este mai bună pentru rulajele cu volum mic până la mediu
Economia turnării sub presiune se bazează pe amortizarea unui cost fix foarte mare de scule pentru un număr foarte mare de piese. Când acea amortizare funcționează - când produceți 50.000, 100.000 sau 500.000 de piese identice - costul pe unitate scăzut al turnării sub presiune devine convingător. Procesul de turnare sub presiune este rapid: un ciclu tipic de turnare sub presiune a aluminiului durează între ele 30 și 60 de secunde , iar mașinile pot funcționa cu forță de muncă minimă în medii cu automatizare ridicată.
Dar în afara acestui context de volum mare, matematica se inversează. Pentru un cumpărător care are nevoie de 500 de carcase de colector personalizate pe an, cheltuirea de 50.000 USD pe o matriță de turnare sub presiune înseamnă că numai costul sculei adaugă 100 USD pe piesă înainte ca o singură kilogramă de aluminiu să fie topit. Aceeași parte din turnarea cu nisip, cu un model de 3.000 USD, adaugă doar 6 USD în costul unității de scule - o diferență care dispare rareori chiar și atunci când se iau în considerare timpii ciclului mai lenți ai turnării cu nisip și conținutul de forță mai mare pe unitate.
Acesta este motivul pentru care producătorii de echipamente din industria aerospațială, de apărare, de petrol și gaze și de echipamente industriale personalizate se bazează foarte mult pe turnarea cu nisip. Volumele lor de producție sunt adesea între zeci și mii mici pe an. În aceste contexte, turnarea cu nisip nu este un compromis - este singura alegere economică rațională.
Volum de echilibru între turnarea cu nisip și turnarea sub presiune
Punctul de încrucișare la care turnarea sub presiune devine mai economică decât turnarea cu nisip depinde de complexitatea piesei, dimensiunea și materialul. Ca reper general:
- Pentru piese mici din aluminiu sub 2 lbs, turnarea sub presiune devine adesea competitivă mai sus 10.000-20.000 de piese pe an
- Pentru piese medii între 2-10 lbs, pragul de rentabilitate se mută la 25.000–75.000 de piese pe an
- Pentru piese mari sau complexe, turnarea cu nisip rămâne adesea rentabilă la orice volum rezonabil din punct de vedere comercial
Acestea sunt estimări aproximative, iar punctele de rentabilitate reale ar trebui întotdeauna calculate pentru o anumită aplicație. Dar ele ilustrează faptul că majoritatea aplicațiilor de turnare industrială – în special în sectoarele în care personalizarea, fiabilitatea și performanța materialului contează mai mult decât prețul pe unitate – se încadrează bine în zona avantajoasă a turnării cu nisip.
Porozitate și proprietăți mecanice: abordarea deficienței de turnare sub presiune
Unul dintre cele mai puțin discutate dezavantaje ale turnării sub presiune este problema porozității. Atunci când metalul topit este injectat într-o matriță la presiune ridicată, aerul poate rămâne prins în piesă, creând goluri microscopice - porozitate - care compromit integritatea structurală. Piesele turnate sub presiune de înaltă presiune sunt adesea nepotrivite pentru tratament termic deoarece căldura determină extinderea gazelor prinse, provocând vezicule sau distorsiuni care distrug piesa.
Aceasta este o constrângere inginerească semnificativă. Multe aliaje de aluminiu și magneziu își dezvoltă proprietățile mecanice complete numai după tratarea termică prin soluție și îmbătrânirea (temperare T6, de exemplu). Dacă procesul de turnare în sine împiedică tratamentul termic, piesa finală lucrează cu o fracțiune din rezistența și duritatea potențiale a materialului. Turnarea sub vid și turnarea prin presare pot reduce porozitatea, dar acestea sunt procese premium care adaugă costuri și nu sunt disponibile universal.
Turnarea cu nisip, deoarece umple matrița la viteză mai mică sub gravitație sau presiune joasă, produce mult mai puțin gaz prins. Piesele turnate cu nisip pot fi de obicei tratate termic fără probleme, permițând atingerea proprietăților complete ale aliajului. Pentru aplicațiile structurale din industria aerospațială, auto sau echipamente grele în care certificarea materialelor și proprietățile mecanice sunt critice, acesta este un avantaj decisiv.
În plus, componentele din fontă cu nisip - în special fonta ductilă - prezintă o prelucrabilitate excelentă, amortizare a vibrațiilor și rezistență la uzură. Acestea sunt proprietăți inerente materialului și complet accesibile prin procesul de turnare cu nisip, fără limitările de porozitate care constrâng aplicațiile de turnare sub presiune.
Timp de livrare pentru piese noi: turnarea cu nisip vă aduce piesele mai rapid în etapele incipiente
Atunci când este necesară rapid o piesă nouă – fie pentru evaluarea prototipului, înlocuirea de urgență sau producția pilot – avantajul timpului de livrare al turnării cu nisip este substanțial. Deoarece modelele de turnare cu nisip sunt simple și rapide de produs, un prim articol turnat poate fi adesea livrat în 2 până la 6 săptămâni de la finalizarea proiectării. Unele turnătorii specializate în turnarea rapidă în nisip pot livra piese turnate prototip în doar 5 până la 10 zile lucrătoare .
În comparație cu turnarea sub presiune, unde doar sculele durează între 8 și 16 săptămâni înainte ca o singură piesă de producție să fie realizată, avantajul cronologic al turnării cu nisip în timpul dezvoltării noilor produse este enorm. Pentru companiile cu programe de lansare agresive sau pentru situații de întreținere în care o componentă critică necesită înlocuire rapidă, această diferență se poate traduce direct în timpi de nefuncționare redusi, timp de lansare mai rapid pe piață și riscuri mai mici ale programului.
Acest lucru face, de asemenea, turnarea cu nisip alegerea standard pentru piesele de schimb pentru mașinile vechi sau echipamentele vechi, unde nu mai există unelte existente. Atunci când o presă industrială veche de 30 de ani are nevoie de o carcasă de fier de înlocuire care a fost fabricată inițial de o companie care nu mai există, turnarea cu nisip permite realizarea unui model nou dintr-un desen de inginerie sau un eșantion fizic, iar piesa să fie reprodusă la un cost rezonabil. Recrearea unei matrițe de turnare sub presiune pentru o singură piesă de schimb ar fi absurdă din punct de vedere economic.
Industrii specifice în care turnarea cu nisip depășește turnarea sub presiune
Înțelegerea industriilor care se bazează pe turnarea cu nisip în detrimentul turnării sub presiune ajută la clarificarea unde se concentrează avantajele din lumea reală. Aceste sectoare aleg în mod constant turnarea cu nisip, deoarece cerințele lor tehnice și comerciale se aliniază cu ceea ce procesul face cel mai bine.
Echipamente pentru petrol și gaze
Corpurile supapelor, carcasele pompelor, colectoarele și componentele capului de sondă necesită oțel sau fontă ductilă, trebuie să suporte presiuni extreme și sunt adesea produse în volume mici pentru aplicații specifice. Turnarea cu nisip oferă compatibilitatea materialului, capacitatea de geometrie internă și integritatea mecanică pe care aceste aplicații le cer. Turnarea sub presiune nu poate concura aici.
Utilaje miniere și grele
Fălcile concasorului, dinții găleții, plăcile de uzură și componentele structurale pentru mașinile de exploatare sunt fabricate din oțel mangan, fier crom și alte aliaje feroase dure pe care turnarea sub presiune nu le poate procesa. Piesele din acest sector cântăresc în mod obișnuit sute de lire sterline, cu mult peste capacitatea oricărei mașini de turnare sub presiune. Turnarea cu nisip este singura cale de producție viabilă.
Generare de energie
Carcasele turbinei, carcasele rotorului și clopotele generatorului din oțel inoxidabil sau aliaje de nichel pentru centrale electrice și turbine industriale sunt turnate în nisip universal. Combinația dintre cerințele de material, dimensiunea pieselor și volumele anuale reduse de producție fac turnarea sub presiune imposibilă din punct de vedere economic și tehnic pentru aceste aplicații.
Prototiparea aerospațială și de apărare
Chiar și într-un sector în care precizia este primordială, turnarea cu nisip este utilizată pe scară largă pentru dezvoltarea de prototipuri și piese structurale de volum redus. Capacitatea de a repeta rapid, de a utiliza aliaje aerospațiale și de a produce piese care pot fi complet tratate termic și testate mecanic face ca turnarea cu nisip să fie un instrument standard în programele de turnare aerospațială înainte de a se angaja în procese de producție mai costisitoare.
Marină și construcții navale
Elicele navelor, cadrele cârmei și componentele structurale pentru navele marine sunt adesea enorme și realizate din bronz rezistent la coroziune, bronz nichel-aluminiu sau oțel inoxidabil. Turnarea cu nisip este singurul proces care poate face față acestor cerințe și a fost metoda standard pentru producția de componente marine de secole.
Când turnarea sub presiune este de fapt cea mai bună alegere
Un răspuns complet necesită să recunoaștem unde câștigă cu adevărat turnarea sub presiune. Turnarea sub presiune este superioară turnării pe nisip în trei scenarii bine definite:
- Producție în volum mare de piese mici neferoase: Când se produc sute de mii de piese din aluminiu, zinc sau magneziu pe an, economia pe unitate a turnării sub presiune este imbatabilă. Mânerele ușilor auto, carcasele electronice și carcasele pentru aparate mici sunt exemple clasice.
- Finisajul suprafeței și consistența dimensională: Turnarea sub presiune produce piese în formă de rețea sau aproape de rețea, cu finisaje ale suprafeței de 32–63 Ra microinch și toleranțe dimensionale care adesea nu necesită post-prelucrare. Turnarea cu nisip produce de obicei suprafețe mai aspre (125–500 Ra microinch) și necesită mai multă prelucrare pentru a atinge toleranțe strânse.
- Structuri ușoare cu pereți subțiri: Atunci când designul necesită pereți mai mici de 3 mm care încă au nevoie de integritate structurală, injecția de înaltă presiune a turnării sub presiune asigură umplerea completă. Turnarea cu nisip alimentată prin gravitație poate avea dificultăți să umple în mod fiabil secțiuni extrem de subțiri.
Recunoașterea acestor avantaje face comparația sinceră. Turnarea sub presiune nu este un proces inferior – este un proces optimizat pentru un set specific de condiții. Atunci când aceste condiții nu sunt îndeplinite, turnarea cu nisip este cel mai bun răspuns în majoritatea scenariilor rămase.
Considerații de mediu și operaționale
Turnarea cu nisip are un avantaj de durabilitate adesea trecut cu vederea: nisipul este reciclabil. Turnătoriile moderne revendică și refolosesc 90% sau mai mult din nisipul lor de turnare prin sisteme de recuperare termică sau mecanică. În timp ce turnarea sub presiune nu utilizează materiale de scule consumabile în același mod, intensitatea energetică a întreținerii mașinilor de turnare sub presiune - prese hidraulice mari, matrițe cu temperatură controlată și sisteme de injecție de înaltă presiune - este considerabilă.
Ratele deșeurilor în turnarea sub presiune sunt, de asemenea, un factor. Deoarece metalul injectat în matriță umple, de asemenea, curele, preaplinurile și biscuiții (discul metalic de la manșonul de împușcare), ratele de deșeuri de turnare sub presiune pot rula 20–40% din totalul metalului consumat pe o parte tipică, deși o mare parte din acestea sunt reciclabile. Ratele deșeurilor de turnare cu nisip, în special pentru fier, sunt adesea mai mici în termeni absoluți per unitate de metal livrat atunci când dimensiunile pieselor sunt mari.
Din perspectiva amprentei operaționale, turnătoriile de turnare cu nisip sunt accesibile în mai multe locații geografice la nivel global. Turnarea sub presiune necesită mașini-unelte de precizie pentru fabricarea matrițelor și mașini mari de turnare care reprezintă investiții de capital semnificative. Pentru producătorii de pe piețele în curs de dezvoltare sau pentru aprovizionarea din lanțul de aprovizionare regional, capacitatea de turnare de turnare cu nisip este mult mai disponibilă, ceea ce reduce costurile logistice și riscul lanțului de aprovizionare.
Rezumat: Alegerea turnării cu nisip în locul turnării sub presiune
Întrebarea dacă turnarea cu nisip este mai bună decât turnarea sub presiune nu are un singur răspuns universal, dar are un răspuns clar pentru majoritatea aplicațiilor de turnare întâlnite în practica industrială și de inginerie. Turnarea cu nisip este alegerea mai bună atunci când:
- Volumele de producție sunt sub 10.000–25.000 de piese pe an pentru dimensiunile tipice ale pieselor
- Materialul necesar este fier, oțel, oțel inoxidabil, aliaj de cupru sau orice metal feros
- Dimensiunea sau greutatea piesei depășesc ceea ce mașinile de turnare sub presiune pot găzdui fizic
- Este probabilă o iterație de proiectare, iar costurile de modificare a sculelor trebuie menținute la un nivel scăzut
- Sunt necesare geometrie interioară, miezuri sau pasaje complexe
- Tratamentul termic al turnării finale este necesar pentru proprietățile mecanice complete
- Livrarea rapidă a primelor articole sau prototipuri este o prioritate
- Piesele de schimb pentru echipamentele vechi sau personalizate trebuie reproduse
Turnarea sub presiune își câștigă locul în producția de automobile și de consum de mare volum, unde piesele din aluminiu și zinc trebuie produse cu viteză, cu finisare excelentă a suprafeței, la cel mai mic cost pe unitate posibil. Dar turnarea cu nisip acoperă o gamă mult mai largă de nevoi de inginerie, se ocupă de o varietate mai mare de materiale, se scalează de la prototipuri unice la mii de piese și rămâne rentabilă în scenariile în care economia turnării sub presiune pur și simplu nu funcționează. Pentru orice inginer sau profesionist în achiziții care evaluează opțiunile de proces de turnare, turnarea cu nisip ar trebui să fie punctul de plecare – iar povara justificării ar trebui să fie în a renunța la acesta, nu în a o alege.